Ce que fait réellement le fil d’attache des barres d’armature dans la construction en béton préfabriqué
Le fil d'attache des barres d'armature maintient les cages en acier d'armature ensemble pendant la mise en place et le durcissement du béton. Dans la production de béton préfabriqué, ce travail ne s'arrête pas au coulage : il affecte directement le fonctionnement sûr d'un système de levage pour béton préfabriqué lorsque l'élément quitte le lit de coulée. Une cage mal attachée se déplace sous l’effet des vibrations, laisse les barres d’armature hors de position et réduit la profondeur d’ancrage des ancrages de levage coulés. Le résultat est un insert de levage qui ne peut pas supporter sa charge nominale.
La réponse courte : le fil d’attache des barres d’armature est un outil de support structurel, pas seulement un matériau d’entretien ménager. Dans les usines de préfabrication qui fabriquent des panneaux muraux, des tés doubles, des colonnes et des poutres, le calibre du fil d'attache, le motif de torsion et l'espacement des attaches déterminent si la cage d'armature reste fidèle aux tolérances de conception tout au long du cycle de coulée. Une cage qui se déplace même de 10 mm par rapport à sa position de conception peut compromettre le couvercle d'une boucle d'ancrage de levage et réduire la capacité d'extraction effective d'une marge mesurable.
Cet article couvre l'ensemble du tableau : types et spécifications de fils, comment les fils d'attache interagissent avec le matériel de levage préfabriqué, les modèles d'attache pratiques pour différentes géométries d'éléments, les données de charge importantes sur site et le cadre de conformité qui régit à la fois la sélection des fils et la conception du système de levage.
Types de fils d'attache de barres d'armature et leurs spécifications
Tous les fils d’attache ne sont pas identiques. Les différences entre les produits sont significatives lorsque l'on travaille à l'intérieur d'un moule de préfabrication où les tolérances sont serrées et où la cage d'armature doit maintenir sa géométrie sous la pression d'un béton coulé qui peut atteindre un débit de plusieurs mètres cubes par minute.
Fil de liaison recuit noir
Le fil recuit noir est le fil d'attache pour barres d'armature le plus utilisé dans le monde. Il est produit en étirant un fil d'acier à faible teneur en carbone, puis en le recuit à des températures comprises entre 650 °C et 750 °C pour restaurer la ductilité perdue lors du processus d'étirage. Le processus de recuit laisse une surface d'oxyde sombre, donc « noire », et rend le fil suffisamment souple pour pouvoir être facilement tordu à la main ou avec un pistolet à cravate sans se casser.
Les jauges standard utilisées dans les travaux de préfabrication vont de Calibre 16 (diamètre 1,6 mm) à calibre 18 (diamètre 1,2 mm) . La résistance à la traction se situe généralement entre 350 MPa et 550 MPa. L'allongement à la rupture est généralement de 20 % ou plus, ce qui permet au fil de s'enrouler proprement autour des barres qui se croisent sans se fracturer. Les poids de bobines couramment disponibles sont des bobines de 1 kg, 5 kg et 25 kg, 25 kg étant la norme pour les lignes de production d'usines de préfabrication.
Fil d'attache galvanisé
Le fil de liaison galvanisé porte un revêtement de zinc appliqué par immersion à chaud ou par électrogalvanisation. Le fil galvanisé à chaud a une épaisseur de revêtement de 45 à 85 microns , tandis que le fil électrozingué est plus fin, de 5 à 25 microns. Dans le béton préfabriqué destiné aux environnements marins, aux structures côtières ou aux infrastructures exposées aux sels de déglaçage, le fil galvanisé est spécifié pour empêcher les taches de rouille qui peuvent se propager à la surface des éléments architecturaux.
Le fil galvanisé est plus rigide que le fil recuit noir de même calibre. Ce n'est pas un problème pour le liage manuel, mais peut causer des problèmes avec les pistolets de liage automatiques calibrés pour des fils plus souples. Les opérateurs abandonnent souvent une taille de calibre (du calibre 16 au calibre 18) lorsqu'ils passent au fil galvanisé afin de maintenir la compatibilité des machines.
Fil d'attache en acier inoxydable
Les fils d'attache en acier inoxydable de qualité 304 et 316 sont utilisés dans des applications préfabriquées spécialisées où la résistance à la corrosion à long terme est essentielle : structures offshore, usines de traitement des eaux et panneaux architecturaux haut de gamme où la qualité de surface doit rester impeccable pendant des décennies. Le fil inoxydable est plus dur que le fil recuit noir ; la résistance à la traction peut dépasser 700 MPa . L'attache à la main est plus exigeante et les gants sont essentiels car les extrémités des fils sont plus pointues et le retour élastique est plus prononcé.
Fil d'attache recouvert de PVC
Le fil enduit de PVC est parfois utilisé dans les travaux de préfabrication où la queue du fil ne doit pas entrer en contact avec la face du moule et laisser une marque de rouille sur la surface exposée de l'élément. Le revêtement assure une isolation électrique et empêche le contact direct métal sur métal avec le coffrage en acier. L'épaisseur typique du revêtement est de 0,3 mm à 0,5 mm. Il s'agit d'un produit de niche mais qui mérite d'être connu pour les projets architecturaux préfabriqués où la finition de surface est une exigence contractuelle.
| Type de fil | Diamètre (mm) | Résistance à la traction (MPa) | Allongement (%) | Utilisation typique |
|---|---|---|---|---|
| Noir recuit | 1,2 – 1,6 | 350 – 550 | ≥20 | Éléments préfabriqués généraux, structurels |
| Galvanisé | 1,2 – 1,6 | 400 – 600 | 15 – 20 | Préfabriqués marins, côtiers et architecturaux |
| Acier inoxydable | 1,0 – 1,6 | 600 – 800 | 10 – 15 | Offshore, traitement des eaux, architecture premium |
| Enduit de PVC | 1,2 – 1,6 | 350 – 500 | ≥18 | Panneaux architecturaux à face apparente |

Comment le fil d'attache des barres d'armature se connecte à un Système de levage pour béton préfabriqué
Un système de levage pour béton préfabriqué est un ensemble coordonné de composants : des ancrages ou des boucles coulés intégrés lors de la fabrication, du matériel de levage tel que des embrayages ou des manilles, des poutres d'écartement et la grue ou le palan qui fournit la force ascendante. Ce qui lie tous ces éléments ensemble, littéralement, c'est la cage d'armature à laquelle les ancrages sont fixés. Le fil d'attache est le moyen grâce auquel la cage conserve sa forme jusqu'au moment où le béton est coulé autour des ancrages.
Lorsqu’un point d’ancrage se déplace avant ou pendant la coulée, les conséquences ne sont pas cosmétiques. Une boucle de levage conçue pour reposer à 80 mm de profondeur de la surface et se terminer à 55 mm de profondeur a perdu une partie importante de sa capacité d'extraction. En fonction du mélange de béton et de la géométrie des éléments, cela peut réduire la limite de charge d'utilisation de 20% à 40% . Dans un panneau mural préfabriqué de 10 tonnes soulevé par quatre ancrages, ce type d'erreur crée un risque réel de défaillance d'un ou plusieurs ancrages sous les charges dynamiques impliquées dans le levage.
Ancres de levage coulées et leurs exigences d'arrimage
Les ancrages coulés les plus couramment utilisés dans un système de levage pour béton préfabriqué sont :
- Inserts de virole (douilles filetées courtes coulées au ras de la surface)
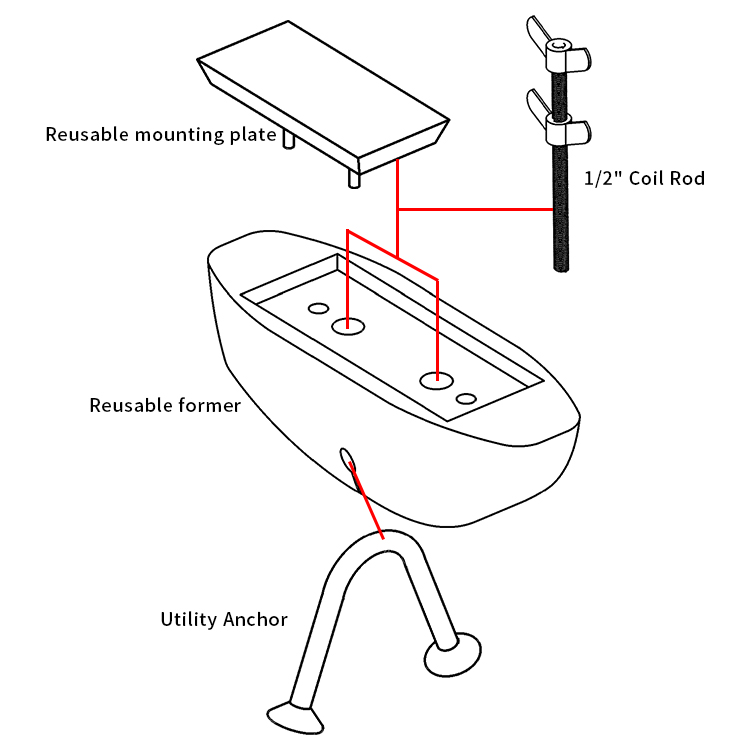
- Inserts de bobine (ancrages de bobine filetés à utiliser avec des boulons de bobine)
- Boucles de levage (boucles de fil ou de barres d'armature dépassant de la surface supérieure)
- Ancrages à plaques plates avec clavettes de cisaillement encastrées dans la dalle
- Ancrages à plaque pivotante pour levage multidirectionnel
Chacun d’eux doit être fixé mécaniquement à la cage d’armature avant la coulée. Le fil d’attache des barres d’armature est la méthode de fixation standard. Les inserts de virole sont généralement attachés aux barres adjacentes avec une attache en forme de huit à l'aide d'un fil recuit noir de calibre 16, passés au moins deux fois autour de la base de l'insert et tordus jusqu'à ce qu'ils soient bien ajustés. Les boucles de levage sont attachées à leur base, là où la boucle sort du béton : le fil empêche la boucle d'être poussée plus profondément par la pression du béton lors des vibrations.
Les fabricants d’ancrages précisent les exigences minimales en matière d’attaches dans leur documentation technique. Halfen, Meadow Burke, Pfeifer et Leviat publient tous des guides d'installation décrivant le nombre d'attaches nécessaires et les emplacements sur le corps d'ancrage. Le respect de ces guides n’est pas facultatif : cela fait partie de la chaîne de garantie et de responsabilité. L'utilisation d'un fil de mauvais calibre, un nombre insuffisant de torsions ou le saut d'attaches sur l'ancre annulent entièrement la certification de capacité nominale de l'ancre.
Charges dynamiques pendant le levage et pourquoi l'intégrité de la cage est importante
Le poids statique n’est qu’une partie de l’histoire. Un élément préfabriqué en béton soulevé par une grue subit des facteurs d'amplification dynamiques qui augmentent la charge effective sur chaque ancrage. La plupart des systèmes de levage pour les normes techniques en béton préfabriqué appliquent un facteur dynamique de 1,3 à 2,0 en fonction des conditions de levage. Un élément de 5 tonnes soulevé sur un chantier de construction avec une seule ancre dans des conditions idéales doit avoir cette ancre évaluée pour au moins 6,5 tonnes pour répondre à un facteur dynamique de 1,3 avant qu'un facteur de sécurité ne soit appliqué.
Cela signifie que le mouvement de la cage pendant le coulage, provoqué par un fil d'attache des barres d'armature desserré ou manquant, peut se transformer en un scénario de défaillance du système de levage même lorsque l'ancrage a été sélectionné correctement pour la charge calculée. Une cage bien attachée n'est pas un luxe, c'est une exigence en matière de chemin de charge.
Modèles d'attaches pour cages d'armature préfabriquées
La façon dont le fil d'attache des barres d'armature est appliqué aux intersections des barres d'armature affecte la rigidité de la cage, le temps nécessaire à la construction de la cage et la qualité de l'assemblage fini. Dans la fabrication de béton préfabriqué, où la vitesse de production et la précision sont importantes, la sélection du modèle d'attache est une décision d'ingénierie pratique et non une simple habitude sur le terrain.
Cravate simple (cravate à pression)
Le lien à pression est le lien le plus rapide à exécuter. Le fil est enroulé en diagonale autour de l'intersection, les deux extrémités sont rapprochées et un crochet ou une pince les tord jusqu'à ce que le fil se morde lui-même. Le nombre total de torsions est généralement de deux à trois rotations complètes. Cette attache convient aux intersections intérieures non structurelles dans les dalles et les murs où la fonction principale est l'assemblage de cages plutôt que le contrôle précis de la position.
Égalité en huit
L'attache en forme de huit ou en selle enroule le fil selon un motif en huit autour des deux barres à l'intersection. Cela crée une connexion plus stable qui résiste à la rotation des barres les unes par rapport aux autres. C'est la cravate préférée pour attaches d'ancrage et pour les intersections proches du périmètre d'un élément préfabriqué où la pression du béton pendant le coulage est la plus élevée. L'attache en huit prend environ 30 % plus de temps qu'une attache à pression, mais offre une stabilité de position nettement meilleure.
Cravate croisée (double tour)
Une attache croisée double le fil autour de l'intersection avant de le tordre. Ceci est utilisé aux points de charge élevée : coins, zones encombrées et endroits où plusieurs barres convergent près d'une ancre de levage. Certaines spécifications de préfabrication exigent des attaches croisées à une intersection sur trois le long des barres périmétriques pour maintenir la géométrie de la cage pendant le transport de la cage assemblée depuis le poste d'attache jusqu'au moule. Cela est important pour les grands éléments comme les doubles tees et les contremarches de stade où la cage peut parcourir 20 à 30 mètres par grue avant son placement.
Cravates pour pistolet à cravate
Les pistolets à attaches automatiques tels que le Max RB441T ou le Makita DTR180 déploient des bobines de fil prédécoupées et effectuent une attache en moins d'une seconde par intersection. Dans les grandes opérations de préfabrication, l'utilisation d'un pistolet d'attache réduit le temps d'attache de 60% à 70% par rapport au liage manuel, et le nombre de torsions constant améliore l'uniformité. La limitation est que les pistolets à cravate fonctionnent mieux sur des tapis plats ; dans les assemblages de cages tridimensionnelles avec un espacement serré des barres, l'attache manuelle reste nécessaire dans les zones encombrées.
| Modèle de cravate | Vitesse relative | Stabilité de position | Meilleure application |
|---|---|---|---|
| Cravate à pression | Rapide | Modéré | Intersections de dalles intérieures |
| Figure huit | Modéré | Élevé | Attaches d'ancrage, barres périmétriques |
| Cravate croisée | Lent | Très élevé | Coins, zones d'ancrage de levage |
| Pistolet à cravate | Très rapide | Modéré to High | Assemblage de tapis plats, production en grand volume |
Système de levage pour béton préfabriqué : aperçu des composants et charges nominales
Comprendre un système de levage pour éléments préfabriqués en béton signifie comprendre chaque composant de la chaîne de levage, depuis l'ancre coulée dans le béton jusqu'au crochet de grue situé au sommet. Chaque maillon de cette chaîne doit être conçu pour la même charge minimale. Un maillon faible n’importe où dans le système définit la capacité de sécurité du système.
Ancrages coulés
Les ancrages coulés constituent la base de tout système de levage pour béton préfabriqué. Leur capacité dépend de la résistance à la compression du béton au moment du levage, de la profondeur d'ancrage des ancrages, de la distance au bord, de l'espacement entre les ancrages et de l'angle de la charge appliquée. La plupart des fabricants publient des tableaux de charges pour les résistances à la compression du béton de 20 MPa, 25 MPa, 30 MPa et 40 MPa. Une ancre de levage typique évaluée à Limite de charge de travail (WLL) de 5 tonnes dans 30 MPa, le béton peut être réduit à 3,5 tonnes si le soulèvement se produit alors que le béton n'a atteint que 20 MPa.
C'est pourquoi les usines de préfabrication vérifient toujours la résistance du béton avant de libérer les éléments pour le levage. Les tests non destructifs avec un marteau Schmidt ou les tests d'arrachement des cubes compagnons durcis à côté de l'élément fournissent les données de résistance nécessaires pour confirmer la capacité de l'ancrage.
Embrayages et crochets de levage
Des embrayages de levage relient le crochet de grue ou le palonnier à l'ancrage coulé. Pour les inserts filetés, un embrayage fileté correspondant est engagé et verrouillé avant le levage. Pour les boucles de levage, un crochet ou une manille passe à travers la boucle. Les embrayages doivent être compatibles avec le système d'ancrage : l'utilisation d'un embrayage d'une famille de produits d'un autre fabricant peut réduire la capacité de connexion nominale jusqu'à 50% car la géométrie de transfert de charge entre le corps d'embrayage et la tête d'ancrage change.
Poutres d'écartement
Les poutres d'écartement sont utilisées lorsqu'un élément préfabriqué comporte plusieurs points d'ancrage et que le crochet de la grue doit appliquer une charge verticalement plutôt qu'en angle. Les angles d'élingue sont extrêmement importants : une élingue à deux branches avec un angle inclus de 60 degrés entre les jambes augmente la charge dans chaque jambe de 15% par rapport à la verticale . À un angle inclus de 120 degrés, chaque pied supporte plus que le poids de l'élément car la géométrie va à l'encontre du système. Les poutres d'écartement éliminent ce problème en gardant tous les pieds de l'élingue proches de la verticale.
Pour les grands éléments préfabriqués (poutres de pont dépassant 20 mètres, contremarches de stade et grands panneaux de façade préfabriqués), les poutres de répartition peuvent être fabriquées sur mesure pour correspondre à la disposition des ancrages d'un type d'élément spécifique. Ces poutres spécialement conçues sont étalonnées et testées en charge avant d'entrer en service.
Élingues en câble métallique et élingues en chaîne
Les élingues en câble métallique et les élingues en chaîne sont les connecteurs flexibles entre le palonnier et le crochet de la grue, ou directement entre l'ancre et le crochet dans les levages plus simples. Les deux sont évalués par WLL et sont sujets à un déclassement en fonction du nombre de branches et de l'angle de l'élingue. En levage de préfabriqués, élingues chaîne à quatre brins avec maillons principaux sont courants car ils répartissent la charge simultanément sur les quatre ancrages et peuvent être ajustés pour les charges asymétriques.
Calcul de la capacité requise d'un système de levage pour béton préfabriqué
La planification des ascenseurs pour les éléments préfabriqués en béton est une tâche d'ingénierie et non une décision de chantier. La séquence de calcul suit une logique définie qui commence par la masse de l'élément et progresse en passant par des facteurs dynamiques, des facteurs de sécurité et un déclassement géométrique pour arriver à la capacité nominale minimale requise pour chaque composant du système de levage.
Étape 1 : Déterminer la masse de l'élément
Le béton de poids normal a une densité d'environ 2400 kg/m³ . Les mélanges de béton léger utilisés dans certaines applications de préfabrication peuvent atteindre 1 800 kg/m³. La masse de l'élément est calculée à partir des dessins de conception. Pour un panneau mural de 6 m de long, 3 m de haut et 200 mm d'épaisseur en béton de poids normal : 6 × 3 × 0,2 × 2400 = 8640 kg, soit environ 8,6 tonnes.
Étape 2 : appliquer le facteur dynamique
Le facteur dynamique prend en compte les forces d'accélération lors du levage de la grue, y compris le ramassage depuis le lit de coulée et la mise en position. Le PCI (Precast/Prestressed Concrete Institute) et les normes similaires spécifient généralement un facteur dynamique de 1,5 pour des conditions normales de levage dans un environnement d'usine de préfabrication, et jusqu'à 2,0 pour les levages par grue impliquant des déplacements horizontaux sur de longues distances ou des levages dans des conditions venteuses. L'application de 1,5 au panneau de 8,6 tonnes donne une charge dynamique de 12,9 tonnes.
Étape 3 : Appliquer le facteur de sécurité
Les facteurs de sécurité pour les composants du système de levage sont définis par des normes telles que EN 13155 (accessoires de levage de charges non fixes), AS/NZS 4991 et les codes locaux des grues et des gréements. Pour les ancrages et embrayages coulés, un facteur de sécurité de 4:1 sur charge de défaillance nominale est couramment appliqué pour arriver à la WLL. Ceci est déjà intégré dans le tableau WLL publié par le fabricant de chevilles, le travail du planificateur consiste donc à garantir que la WLL publiée dépasse la charge dynamique.
Étape 4 : Tenir compte du nombre de points d'ancrage et de la répartition de la charge
La charge dynamique de 12,9 tonnes est répartie sur tous les points d'ancrage actifs. Si le panneau mural de 8,6 tonnes utilise quatre ancrages disposés symétriquement, chaque ancrage supporte théoriquement 3,2 tonnes. Cependant, les pratiques d'ingénierie des systèmes de levage reconnaissent qu'un partage parfait de la charge sur quatre points est peu probable en raison des tolérances de placement des ancrages et du positionnement des crochets de grue. Une hypothèse prudente courante est que seules trois ancres sur quatre supportent une charge à la fois, ce qui signifie que chaque ancre doit être évaluée pour 12,9 / 3 = CMU de 4,3 tonnes .
Application pratique du fil d’attache autour des ancres de levage
L'application correcte du fil d'attache des barres d'armature autour des ancrages de levage nécessite plus de soin que la fixation d'intersections de barres standard. L'ancrage est un composant critique et sa position par rapport à la surface du béton et aux armatures environnantes doit être exacte.
Procédure d'arrimage de l'insert de virole
Les inserts de virole sont des douilles filetées cylindriques ou coniques qui affleurent la surface du béton. Ils sont généralement fabriqués à partir de fonte ductile ou d'acier et sont dotés d'une bride de base ou d'une barre d'armature qui leur est soudée pour l'ancrage dans la masse de béton. La procédure de fil d'attache pour un insert de virole est la suivante :
- Positionnez l'insert au bon endroit sur la face du moule, en vous assurant que l'ouverture du filetage est scellée avec un bouchon en mousse pour empêcher la pénétration du béton.
- Faites passer une boucle de fil recuit noir de calibre 16 à travers la fixation de base de l'insert et autour de la barre longitudinale la plus proche.
- Ajoutez une deuxième boucle de fil d'attache autour de la barre transversale la plus proche perpendiculairement à la première.
- Torsadez les deux attaches avec un outil à crochet (au moins trois rotations complètes). Coupez la queue à 20 mm et pliez-la à plat pour éviter tout contact avec la face du moule.
- Vérifiez que l'insert affleure la face du moule (ni fier ni encastré) avant le début de la coulée.
Procédure d'arrimage de la boucle de levage
Les boucles de levage sont des boucles de fil ou de barres d'armature formées qui dépassent au-dessus de la surface supérieure d'un élément préfabriqué et sont accrochées par un embrayage ou une manille de grue. Leurs pattes encastrées doivent être attachées pour éviter que la boucle ne soit poussée vers le bas lors des vibrations du béton.
- Positionnez la boucle à l'emplacement de conception, avec les pieds intégrés parallèles ou traversant les barres d'armature principales, comme spécifié dans le dessin de conception.
- Attachez chaque jambe encastrée à la barre de renfort la plus proche à l'aide d'une attache en forme de huit en au moins deux points le long de chaque jambe.
- Si la boucle a une plaque de base ou un pied écarté, attachez la plaque à au moins deux barres à l'aide d'attaches croisées.
- Confirmez que la hauteur de projection de la boucle au-dessus de la surface supérieure correspond au dessin avant de couler.
Erreurs courantes à éviter
- Utilisation d'un fil sous-dimensionné (calibre 20 ou moins) pour les attaches d'ancrage : le fil s'étire sous la pression vibratoire du béton et permet le mouvement de l'ancrage.
- Liaison uniquement à une barre lorsque deux points d'arrêt perpendiculaires sont spécifiés : la retenue sur un seul axe permet la rotation.
- Tordez excessivement le fil d'attache jusqu'à ce qu'il se casse : une attache cassée au niveau d'une ancre n'offre aucune retenue et doit être remplacée avant de couler.
- Laissant de longues queues de fil qui entrent en contact avec la face du moule, celles-ci créent des marques de surface et, sur les éléments architecturaux, des taches de rouille visibles après le démoulage.
- Sauter les attaches sur les ancrages qui semblent « stables » dans le moule : les vibrations du béton pendant le compactage peuvent déplacer même du matériel apparemment stable de plusieurs millimètres.
Normes et conformité pour les fils d'attache de barres d'armature et les systèmes de levage de préfabriqués
Les fils d'ancrage des barres d'armature et les systèmes de levage pour les éléments préfabriqués en béton sont régis par des normes techniques. Le respect de ces normes n'est pas facultatif pour les projets de construction : c'est une condition préalable à la couverture d'assurance, à l'approbation réglementaire et à la protection contre la responsabilité du fabricant. Les normes pertinentes varient selon les régions, mais les références clés sont cohérentes dans leurs exigences.
Normes pour les fils d'attache de barres d'armature
- ASTMA82/A82M (États-Unis) : Spécification standard pour le fil d'acier, brut, pour le renforcement du béton – s'applique au fil utilisé dans la production de fils d'attache.
- BS EN 10218 (Europe) : Fils et produits en fil d'acier – méthodes d'essai générales, couvrant les essais de propriétés dimensionnelles et mécaniques.
- GB/T 343 (Chine) : norme de fil d'acier à faible teneur en carbone à usage général, largement référencée par les fabricants chinois de fils d'attache.
- JIS G 3532 (Japon) : Norme sur les fils d'acier à faible teneur en carbone couvrant le fil à partir duquel les produits en fil d'attache sont fabriqués.
Normes pour les systèmes de levage en béton préfabriqué
- EN 13155:2003 A2:2009 : Accessoires de levage de charges non fixes : exigences de sécurité pour les ancrages coulés et les embrayages de levage utilisés en Europe.
- Manuel de conception PCI 8e édition : La principale référence en matière de conception de béton préfabriqué et précontraint en Amérique du Nord, comprenant un chapitre complet sur la manutention, le transport et le montage qui couvre la conception des systèmes de levage.
- COMME 3850 (Australie) : norme de construction en béton inclinable, qui comprend des exigences relatives aux inserts de levage, aux barres de premier ordre et à la résistance minimale du béton requise avant le levage.
- OSHA 29 CFR 1926.753 (États-Unis) : couvre l'utilisation des grues et des derricks dans la construction, y compris les exigences en matière d'inspection du gréage et de qualification des opérateurs qui s'appliquent aux ascenseurs préfabriqués.
En pratique, la documentation de conformité pour une opération de levage de préfabriqués comprend le plan de levage de l'élément, les tableaux de CMU du fabricant d'ancrage référencés à la résistance du béton de l'élément, un dossier d'inspection par un tiers de l'installation de l'ancrage et la certification de la grue et de l'équipement de gréage. Le fil d'attache des barres d'armature fait partie de cette image grâce au dossier d'inspection de la cage, qui devrait confirmer que toutes les ancres ont été attachées conformément aux spécifications avant le coulage.
Estimations de la consommation de fils d'armature pour les projets préfabriqués
Les chefs de projet et les équipes d'approvisionnement doivent estimer avec précision la consommation de fils d'attache pour barres d'armature afin d'éviter les retards de production causés par des pénuries de matériaux. La consommation de fil dépend de l'espacement des barres, du diamètre des barres, de l'épaisseur des éléments et du motif d'attache utilisé. La règle générale de l'industrie pour les travaux préfabriqués standard est la suivante : 8 à 12 kg de fil de liage par tonne d'acier d'armature . Pour les cages peu espacées dans les éléments de structure avec un espacement serré des barres (entraxe 100 mm), la consommation peut atteindre 15 kg par tonne.
Exemple concret : production de panneaux muraux préfabriqués
Une usine de préfabrication produisant 50 panneaux muraux par semaine, contenant chacun 180 kg d'acier d'armature, utilise 50 × 180 = 9 000 kg de barres d'armature par semaine. À un taux de consommation de 10 kg de fil d'attache par tonne de barres d'armature, le besoin hebdomadaire en fil d'attache est de 90 kg . En bobines de 25 kg, cela représente environ 4 bobines par semaine. La plupart des usines de préfabrication maintiennent un stock tampon de 2 à 4 semaines, de sorte que le stock permanent serait de 8 à 16 bobines de fil recuit noir de calibre 16 pour ce volume de production.
Lorsque des pistolets à attaches sont introduits, la consommation augmente légèrement car la machine applique une torsion constante avec une longueur de fil définie par attache, et l'opérateur a tendance à attacher plus d'intersections qu'un attacheur manuel ne le ferait dans le même temps. Planifiez un Augmentation de 10% à 15% en termes de consommation de fil lors du passage de l'attache manuelle à l'opération avec pistolet à cravate.
Points de contrôle de qualité avant de soulever un élément préfabriqué
Un processus de contrôle de qualité systématique couvrant à la fois le travail des fils d’attache des barres d’armature et les composants du système de levage est essentiel avant qu’un élément préfabriqué ne quitte le lit de coulée. La liste de contrôle suivante reflète ce que les usines de préfabrication bien gérées utilisent avant de libérer un élément pour le levage.
Avant la coulée du béton
- Toutes les ancres de levage sont attachées à la cage aux emplacements spécifiés en utilisant le calibre de fil et le modèle d'attache spécifiés.
- Positions des ancrages vérifiées par rapport au dessin de conception : positions horizontales et verticales avec une tolérance de ± 5 mm.
- Des bouchons en mousse ou des capuchons en plastique sont en place sur tous les inserts filetés.
- Les entretoises de couverture (chaises et entretoises d'attache) sont installées à l'espacement correct pour maintenir la profondeur de couverture sur toutes les barres, y compris à proximité des points de fixation des ancrages de levage.
- Inspection de la cage signée par l'inspecteur du CQ et enregistrée.
Après décapage, avant levage
- Résistance à la compression du béton confirmée par des tests : la résistance minimale au levage spécifiée par le fabricant de l'ancre est respectée.
- Tous les filetages d'ancrage sont nettoyés et vérifiés ; les embrayages peuvent être engagés et verrouillés.
- Composants du système de levage (embrayages, élingues, palonnier) inspectés et dans les délais d'entretien.
- Charge de travail sûre de la grue confirmée pour le rayon de levage et la masse de l'élément.
- Plan de levage examiné et reconnu par le grutier et le superviseur du gréage.
Sélection du fil d'attache des barres d'armature pour différents environnements préfabriqués
La sélection des fils n’est pas une décision unique. L'environnement dans lequel l'élément préfabriqué sera utilisé, les exigences de qualité de surface et la méthode de production influencent tous le type et le calibre de fil appropriés.
Préfabrication structurelle pour les bâtiments
Colonnes, poutres, dalles et panneaux muraux standards pour les bâtiments en environnement non agressif : Fil d'attache recuit noir de calibre 16 sur bobines de 25 kg. Attaches à pression pour les intersections intérieures, attaches en forme de huit aux barres périmétriques et aux positions d'ancrage. Utilisation d'un pistolet à cravate encouragée pour les éléments de tapis plats (dalles, panneaux) afin d'améliorer la vitesse et la cohérence.
Infrastructures et préfabrication marine
Poutres de pont, défenses marines, panneaux de digue et infrastructures côtières : fil galvanisé à chaud de calibre 16 . La galvanisation empêche la rouille de pénétrer à travers la surface du béton, ce qui est important à la fois sur le plan esthétique et pour la durabilité à long terme dans des environnements chargés en chlorure. Lorsqu'un renfort en acier inoxydable est utilisé (zones marines très agressives), un fil d'attache en acier inoxydable de qualité correspondante est spécifié pour empêcher la corrosion galvanique au point de contact fil-barre.
Façades architecturales préfabriquées
Panneaux de granulats apparents, façades en béton poli et éléments de support en béton armé de fibres de verre (GFRC) : fils enduits de PVC ou galvanisés, avec gestion minutieuse des queues de fils. Toutes les queues de fil doivent pointer à l'opposé de la face exposée et être pliées à un dégagement minimum de 15 mm de toute face du moule. Certaines spécifications architecturales préfabriquées exigent une approbation d'inspection positive attestant qu'aucun fil d'acier nu ne se trouve à moins de 25 mm de la surface telle que coulée.
Préfabriqué par temps froid
Le fil recuit noir devient légèrement plus cassant par temps froid. À des températures inférieures à 0 °C, le préchauffage de la bobine de fil ou le travail dans une salle de coulée chauffée réduisent le risque de rupture du fil lors du liage. La réduction de l'allongement à des températures de congélation est modeste (généralement de 2 à 4 % inférieure à celle d'une température de 20 °C), mais dans les climats très froids (en dessous de −10 °C), le passage à un fil avec des spécifications d'allongement plus élevées ou la chute d'un calibre est une précaution judicieuse.
Transport et manutention sur site : là où le travail des fils d'attache est testé
La qualité du travail des fils d'attache des cages d'armature est testée non seulement pendant le levage depuis le lit de coulée, mais tout au long de la séquence de transport et d'installation sur site. Un élément préfabriqué peut être soulevé jusqu'à quatre fois avant l'installation finale : levage du démoulage, transfert au stockage, chargement sur camion et mise en place finale. Chaque ascenseur soumet le système de levage pour éléments préfabriqués en béton à des charges dynamiques. Entre les levées, l'élément est transporté sur un camion à plateau ou sur une remorque surbaissée, où les vibrations de la route appliquent une charge cyclique au béton autour des inserts d'ancrage.
Les éléments avec des cages mal attachées qui ont permis le mouvement de la cage pendant le moulage peuvent présenter des fissures autour des emplacements d'ancrage après le transport, même si le premier levage semble réussi. Les microfissures se propagent sous une charge cyclique et peuvent provoquer l'arrachement de l'ancre à des charges inférieures à la CMU nominale. C'est pourquoi les documents d'inspection des cages voyagent avec l'élément : si des dommages sont découverts sur place, le dossier d'inspection constitue le point de départ de l'enquête.
La chaîne d’approvisionnement en éléments préfabriqués est aussi fiable que l’étape de contrôle qualité la plus faible. Le travail des fils d'attache des barres d'armature est précoce dans cette chaîne, mais ses effets se propagent jusqu'à l'installation finale. Bien faire les choses dès le départ (type de fil correct, calibre correct, modèle d'attache correct et fixation d'ancrage correcte) constitue l'investissement de contrôle qualité le plus rentable dans la production de béton préfabriqué.








