Qu'est-ce qu'une dalle de béton à âme creuse et pourquoi est-ce important dans la construction moderne
Un dalle en béton à âme creuse est un élément préfabriqué en béton précontraint comportant des vides longitudinaux - généralement circulaires ou ovales - s'étendant sur toute sa longueur. Ces vides réduisent le poids total de la dalle jusqu'à 40 à 50 % par rapport à une dalle en béton solide de dimensions équivalentes, tout en conservant d'excellentes performances structurelles en termes de flexion, de cisaillement et de résistance au feu. Cette combinaison fait des dalles alvéolées l'un des systèmes de revêtement de sol les plus utilisés dans les bâtiments commerciaux, les immeubles résidentiels à plusieurs étages, les parkings, les entrepôts industriels et les projets d'infrastructure dans le monde entier.
La conclusion principale est simple : les dalles de béton alvéolées offrent un rapport résistance/poids supérieur, une vitesse d'installation rapide et une consommation de matériaux réduite. Lorsqu'il est produit dans une installation de préfabrication moderne — où un coffrage de précision, aimants de coffrage , et les lits de coulée automatisés définissent la qualité de la production : ces dalles répondent systématiquement à des tolérances dimensionnelles strictes et à des spécifications structurelles exigeantes. Comprendre comment ils sont fabriqués, manipulés et installés est essentiel pour les ingénieurs, les entrepreneurs et les professionnels des achats à la recherche de solutions de revêtement de sol rentables et performantes.
Comment sont fabriquées les dalles de béton à âme creuse
La production de dalles alvéolées en béton a lieu presque exclusivement dans des usines de préfabrication de béton, en utilisant l'une des deux méthodes dominantes : le procédé d'extrusion (coffrage glissant) ou le procédé de coulée humide. Chaque approche a des implications spécifiques pour le système de coffrage, la disposition des armatures, la finition de surface et le rôle des composants de fixation magnétique.
Méthode d'extrusion
Dans la méthode d'extrusion, un lit de coulée à longue ligne - généralement de 100 à 150 m de long - est pré-tendu avec des torons en acier à haute résistance avant la mise en place du béton. Une machine d'extrusion se déplace le long du lit, forçant un mélange de béton rigide et sans affaissement autour des mandrins qui forment les noyaux creux. La machine se déplace à environ 1 à 2 m par minute, laissant derrière elle une dalle continue de section transversale uniforme. Après durcissement sous couverture isolante ou dans un environnement chauffé, la dalle est sciée au diamant aux longueurs requises.
Étant donné que le lit de coulée lui-même fait office de moule principal, le rôle des composants de coffrage discrets est limité — mais les coffrages latéraux, les butées d'extrémité et les inserts encastrés sont toujours positionnés à l'aide de aimants de coffrage pour maintenir les composants en acier en place sur la surface de la table de coulée magnétique sans perçage ni soudage. Cette méthode de fixation non invasive est particulièrement appréciée dans la production sur longues lignes car elle élimine les dommages aux lits en acier coûteux et permet un repositionnement rapide entre les cycles de production.
Méthode de coulée humide
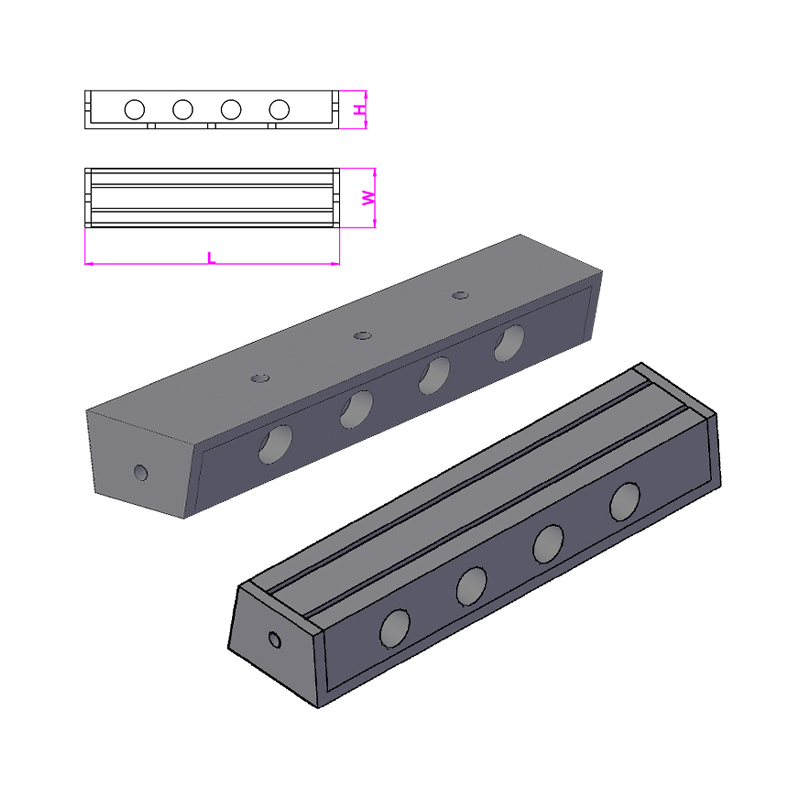
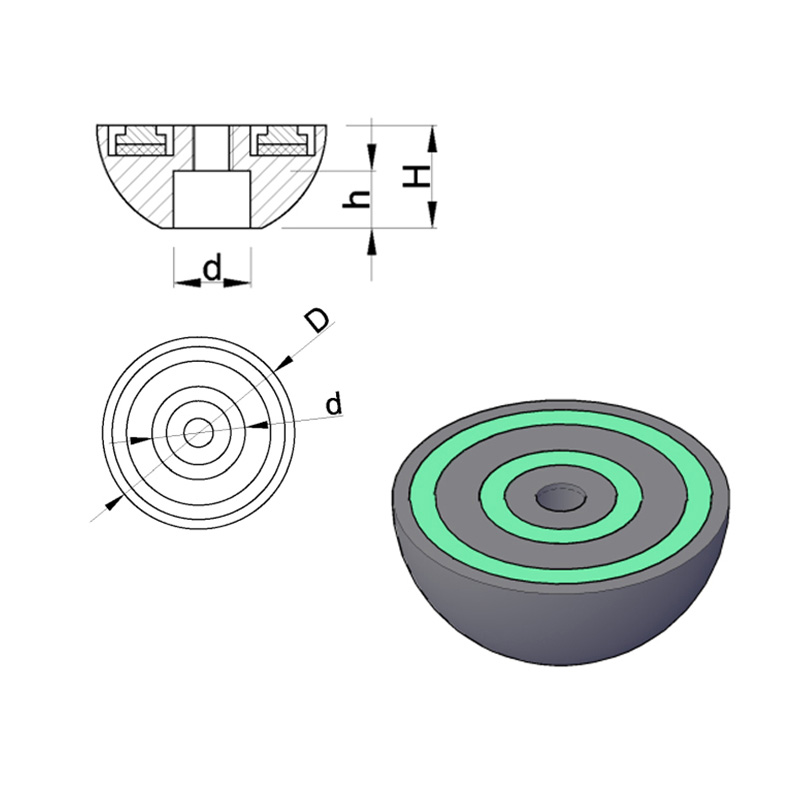
Le procédé de coulée humide utilise des moules en acier individuels ou des systèmes basés sur des palettes sur lesquels les éléments de coffrage sont assemblés. Ici, aimants de coffrage - également appelés ancrages magnétiques pour coffrages ou boîtes magnétiques - jouent un rôle central et très visible. Ces dispositifs sont placés sur la surface de la palette en acier et s'attirent par force magnétique pour maintenir les volets latéraux, les blocages, les inserts et les cages de renfort dans une position précise pendant le coulage du béton et les vibrations. Les forces de maintien varient considérablement en fonction de la conception de l'aimant, les unités communes fournissant 600 kg, 900 kg, 1 200 kg, voire 2 100 kg de force de maintien, choisie en fonction des charges de poids et de vibrations auxquelles le coffrage doit résister.
La possibilité de repositionner les aimants de coffrage en quelques secondes — simplement en actionnant le levier d'activation pour libérer le champ magnétique — réduit considérablement le temps de configuration par rapport aux ancrages boulonnés ou soudés. Dans une usine de préfabrication à haut rendement produisant des dalles alvéolées sur un carrousel ou un système de palettes stationnaire, cette vitesse se traduit directement par un plus grand nombre de cycles de production par équipe et une réduction des coûts de main-d'œuvre par unité.
Le rôle des aimants de coffrage dans la production de dalles creuses
Aimants de coffrage sont des dispositifs de fixation techniques qui utilisent des aimants permanents en néodyme ou en ferrite enfermés dans un boîtier en acier. Lorsqu'il est activé, le circuit magnétique se ferme à travers la palette en acier ou la surface de la table, générant une puissante force de maintien. Lorsqu'il est désactivé - en tournant un levier qui déplace un aimant de maintien interne - le circuit s'ouvre et l'unité peut être soulevée librement à la main. Aucun adhésif résiduel, aucune surface endommagée, aucun outil spécial requis.
Dans la production de dalles alvéolées en béton, les aimants de coffrage remplissent plusieurs fonctions spécifiques :
- Sécurisation des coffrages latéraux longitudinaux qui définissent la largeur de la dalle et le profil du bord
- Maintenir les volets d'extrémité en position pour établir la longueur de la dalle et former la surface de finition
- Fixation des éléments de blocage sur les emplacements principaux où des ouvertures pour les services, les colonnes ou les fixations sont nécessaires
- Unnchoring cast-in inserts such as lifting loops, anchor channels, threaded sleeves, and electrical conduit brackets
- Cages d'armature stabilisatrices contre le déplacement lors de vibrations à haute fréquence du béton
La relation entre la sélection des aimants de coffrage et les vibrations du béton est particulièrement importante. Le béton vibrant exerce sur le coffrage des forces dynamiques qui peuvent représenter plusieurs fois le poids statique. Un aimant de coffrage évalué à 1 200 kg de force de maintien statique peut convenir pour une forme ne pesant que 80 kg lorsque les fréquences et les amplitudes de vibration sont modestes, mais le même aimant peut s'avérer insuffisant en cas de vibrations internes intenses. Des fabricants réputés publient des données de maintien testées en vibrations parallèlement aux évaluations statiques, et spécifier uniquement la force statique est une erreur courante qui entraîne un mouvement de la forme pendant le moulage.
Types d'aimants et leur application
| Type d'aimant | Force de maintien typique | Utilisation principale dans la production de dalles | Avantage clé |
|---|---|---|---|
| Aimant de boîte standard | 600 à 1 200 kg | Formes latérales, butées | Économique et largement disponible |
| Aimant de boîte robuste | 1 500 à 2 100 kg | Formes de bord en acier lourd, grands blocages | Haute résistance aux vibrations |
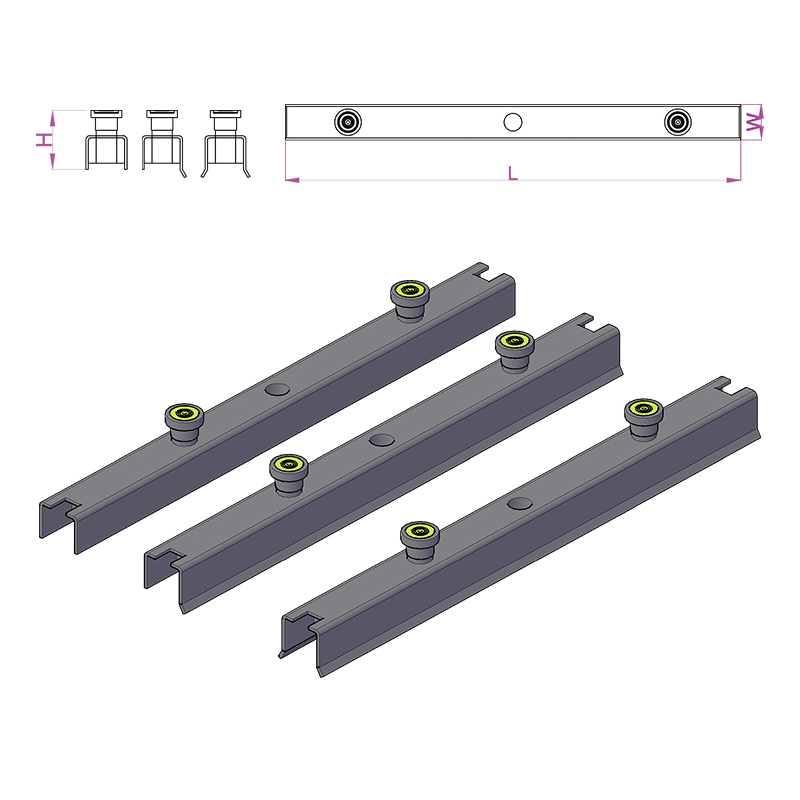
| Insérer un aimant (plat) | 150 à 400 kg | Unnchor channels, lifting sockets | Profil bas, s'adapte sous les inserts |
| Porte-chanfrein magnétique | N/A (positionnel) | Bandes de chanfrein de bord sur soffite de dalle | Détails de bord cohérents |
| Angle d'angle magnétique | Variable | Jonctions à 90°, coins bloqués | Élimine les fuites de coulis dans les coins |
Performance structurelle des dalles de béton à âme creuse
Le comportement structurel d'une dalle en béton à âme creuse est régi par son niveau de précontrainte, la qualité du béton, la géométrie du noyau et le rapport portée/profondeur. Les unités à âme creuse standard sont produites dans des profondeurs allant de 150 mm à 500 mm , avec des largeurs généralement de 1 200 mm. Des portées de 6 à 18 m sont courantes dans la pratique, avec des unités profondes bien conçues atteignant 20 m ou plus dans des conditions de charge contrôlées.
La précontrainte est appliquée au moyen de torons en acier à haute résistance précontraints – généralement avec une limite d'élasticité de 1 570 MPa ou 1 860 MPa – ancrés aux culées du lit de coulée avant la mise en place du béton. Une fois que le béton a atteint la résistance de transfert requise (généralement 25 à 30 MPa cube), les torons sont coupés ou libérés et la force de précontrainte est transférée à la section de béton par liaison. Cela introduit un effet de cambrage (arc vers le haut) qui compense partiellement la flèche sous les charges de service.
Performances de charge typiques
| Profondeur de dalle (mm) | Portée 6 m (kN/m²) | Portée 9 m (kN/m²) | Portée 12 m (kN/m²) | Portée 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3,5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2,5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Ces chiffres illustrent pourquoi les dalles alvéolées sont recommandées pour les portées moyennes à longues dans les immeubles de bureaux et les parkings, où des charges imposées de 2,5 à 5,0 kN/m² sont la norme et des portées de 9 à 14 m sont économiquement attractives. La précontrainte élimine dans de nombreux cas le besoin de poutres en acier secondaires, réduisant ainsi la profondeur structurelle de la zone de plancher et permettant d'économiser une hauteur significative - souvent 300 à 500 mm par étage - pendant la durée de vie d'un projet à plusieurs étages.
Résistance au feu
Les dalles de béton alvéolées offrent une résistance au feu inhérente grâce à la masse thermique du béton et à la profondeur d'enrobage des torons de précontrainte. Une dalle de 200 mm avec une couverture de 35 mm jusqu'au centre de gravité du toron permet généralement d'obtenir REI 120 (résistance au feu structurelle de deux heures) dans des conditions d'exposition au feu standard. Les unités plus profondes avec une plus grande couverture atteignent facilement REI 180 ou REI 240, répondant aux exigences d'occupation les plus exigeantes sans protection incendie supplémentaire. Il s'agit d'un avantage majeur par rapport aux alternatives en acier ou en bois, qui nécessitent des revêtements intumescents, des systèmes de gicleurs ou un revêtement pour atteindre des valeurs équivalentes.
Systèmes de coffrage et fixation magnétique dans l'usine de préfabrication
La qualité d’une dalle en béton alvéolée est indissociable de la qualité du système de coffrage utilisé pour sa réalisation. Que l'usine utilise un système de palettes stationnaires, un carrousel rotatif ou des lits de coulée à longue chaîne, la précision avec laquelle le coffrage est posé et fixé détermine la précision dimensionnelle, l'état de surface et la cohérence des éléments finis.
Systèmes de carrousel de palettes
Dans un carrousel de palettes moderne, les palettes en acier se déplacent à travers une séquence fixe de stations : nettoyage, réglage du moule, mise en place des renforts, coulée du béton, vibration, durcissement, démoulage et transport des éléments. Le cycle complet s'étend généralement sur 24 heures, avec plusieurs palettes en circulation simultanément. Au poste de pose des moules, les opérateurs positionnent les contreformes et les inserts à l'aide aimants de coffrage selon la disposition générée par CNC ou basée sur un dessin pour chaque élément. Étant donné que la surface de la palette est une plaque d'acier rectifiée avec précision, les aimants obtiennent un contact et une force de maintien constants sur toute la surface.
Les gains d’efficacité liés à la fixation magnétique des coffrages dans un système carrousel sont substantiels. Les études réalisées par les producteurs européens d'éléments préfabriqués rapportent systématiquement Réduction de 30 à 50 % du temps de prise du moule par rapport aux systèmes d’ancrage boulonnés ou soudés. Sur une usine produisant 80 à 120 palettes par jour, cela se traduit par des heures de travail économisées par équipe et une réduction mesurable du coût de production par mètre carré de dalle.
Lits de coulée longue ligne pour noyau creux extrudé
Dans l'extrusion à longue ligne, la fonction principale de coffrage est remplie par le lit de coulée lui-même : une surface plate et lisse en acier ou recouverte de polymère le long de laquelle l'extrudeuse se déplace. Cependant, les aimants de coffrage et les systèmes d'ancrage magnétiques associés sont utilisés pour maintenir :
- Déflecteurs de brins et déviateurs qui profilent la trajectoire de précontrainte
- Rails latéraux longitudinaux qui définissent la largeur de la dalle avant le démarrage de l'extrudeuse
- Formeurs de blocage de noyau qui créent des ouvertures pour les pénétrations de service à des endroits spécifiés
- Barres d'armature ou treillis ajoutés à la surface du béton humide pour les connexions de chape composite
La nature non invasive de la fixation magnétique est particulièrement appréciée sur les lits de palangres, où la surface doit rester intacte pendant des milliers de cycles de production. Toute rayure ou piqûre de surface causée par le perçage ou le soudage devient une source de fuite et de collage du coulis, augmentant la force de démoulage et les défauts de surface sur le soffite de la dalle finie.
Choisir le bon aimant de coffrage
Le choix de l'aimant de coffrage approprié pour une application spécifique de production de dalles alvéolées nécessite la prise en compte de plusieurs facteurs au-delà de la simple adaptation de la force de maintien au poids de forme :
- Épaisseur de palette ou de table : Les aimants sont conçus pour fonctionner avec des épaisseurs d'acier spécifiques (généralement 10 à 25 mm). Trop fin et le circuit magnétique est incomplet ; trop épais et la force de maintien diminue considérablement.
- Méthode de vibration du béton : Les vibrateurs de table externes génèrent des forces dynamiques plus élevées que les vibrateurs à aiguilles internes. Les aimants des systèmes soumis à des vibrations externes nécessitent des forces de maintien nominales plus élevées, souvent 1,5 à 2 fois les exigences calculées statiquement.
- Pression d'eau douce et hauteur de béton : Dans les éléments de grande hauteur ou là où le béton est mis en place rapidement, la pression hydraulique contre les coffrages peut dépasser de simples calculs de poids. L'aimant doit résister à la fois à la force de levage verticale et à la pression latérale.
- Matériau et géométrie du formulaire : Les formes en acier transfèrent directement la force magnétique ; Les formes en aluminium ou en plastique nécessitent que des plaques de base en acier servent d'intermédiaires entre l'aimant et le matériau de forme non ferromagnétique.
- Environnement d'exploitation : Les usines équipées de ponts roulants, de moteurs électriques ou d'autres sources électromagnétiques peuvent nécessiter des aimants avec des boîtiers blindés pour empêcher une désactivation ou une interférence involontaire.
Les principaux fabricants, notamment Ratec, Halfen, Sommer et d'autres, proposent une assistance technique pour la sélection des aimants et publient des fiches techniques détaillées avec la force de maintien statique, la force testée en vibration, la plage de température de fonctionnement et la durée de vie (généralement nominale pour 500 000 à 1 000 000 de cycles d'activation avant que les composants internes ne nécessitent une inspection).
Transport, manutention et installation de dalles alvéolées
Une fois coulées, durcies et sciées à longueur, les dalles de béton alvéolées doivent être soulevées, transportées et installées avec soin. La section précontrainte est optimisée pour une flexion positive dans le sens de la longueur ; une manipulation incorrecte qui introduit une flexion négative ou une charge transversale peut provoquer des fissures au niveau de la face précomprimée (soffite) — des dommages difficiles à détecter et pouvant compromettre les performances structurelles.
Exigences de levage et de transport
Les dalles alvéolées doivent être soulevées à l'aide de pinces spécialement conçues ou d'agencements de poutres et d'écarteurs qui appliquent une charge à des points situés dans la zone de levage de conception - généralement pas plus de L/5 à partir de chaque extrémité, où L est la longueur de la dalle. Pour les dalles de plus de 10 m, un levage trois ou quatre points à l'aide d'un palonnier est une pratique courante pour contrôler les moments de flexion.
Sur place, les dalles sont installées par grue directement sur les poutres porteuses, les murs ou les encorbellements. La longueur du roulement à chaque extrémité doit répondre aux exigences minimales - généralement 75 mm sur supports en acier ou béton préfabriqué et 100 mm sur maçonnerie ou béton coulé sur place — pour assurer un transfert de charge adéquat et empêcher l'effritement des extrémités sous les charges de service. Des coussinets d'appui en néoprène ou en mortier sont utilisés pour répartir la contrainte de contact et s'adapter aux tolérances dimensionnelles.
Jointoiement de joints longitudinaux
Undjacent hollow core slabs in a floor are connected by grouting the longitudinal joints between units. The grout — typically a Portland cement mix with a low water-cement ratio — fills the tapered or keyed joint and, once hardened, transfers horizontal shear between units, enabling the floor to act as a diaphragm. In seismic design, this diaphragm action is critical for distributing lateral forces to the vertical structural system. The grout is often reinforced with longitudinal tie bars placed in the open cores at the edges and grouted in, providing continuity reinforcement across the joint.
La précision du joint longitudinal dépend en partie de la précision avec laquelle la forme du bord a été maintenue lors de la coulée - un autre point où aimants de coffrage et les accessoires de fixation magnétique associés influencent directement la qualité du sol installé. Une forme qui s'est déplacée même de 3 à 5 mm pendant le coulage peut produire une géométrie de joint difficile à jointoyer complètement, laissant des vides qui réduisent le transfert de cisaillement et la résistance à l'eau.
Chape en béton in situ
De nombreux planchers en dalles alvéolées sont spécifiés avec une chape structurelle en béton in situ, généralement de 50 à 75 mm d'épaisseur, coulée sur les unités préfabriquées après l'installation. Cette garniture sert à plusieurs fins :
- Il nivelle la surface du sol en compensant la cambrure différentielle entre les dalles adjacentes.
- Il crée un diaphragme robuste en reliant toutes les unités avec une dalle renforcée continue
- Il permet l'intégration de chapes, de chauffages au sol ou de services dans la profondeur de chape.
- Lorsqu'il est conçu de manière composite, il augmente la profondeur structurelle et la capacité de charge du plancher.
La surface supérieure des dalles alvéolées produites par extrusion est intentionnellement laissée rugueuse : le processus d'extrusion laisse une texture ondulée ou striée qui assure une liaison mécanique pour le revêtement. Les unités coulées humides nécessitent une préparation de surface (généralement grenaillage ou scarification mécanique) pour obtenir une force de liaison équivalente, ce qui ajoute une étape de production et un coût associé.
Durabilité et efficacité des matériaux des dalles en béton alvéolées
Le secteur de la construction est confronté à une pression croissante pour réduire la consommation de carbone intrinsèque et de matériaux. Les dalles de béton alvéolées se comparent avantageusement aux systèmes de revêtement de sol alternatifs sur plusieurs critères de durabilité, en particulier lorsque le cycle de vie complet est pris en compte.
Volume réduit de béton et d’acier
En retirant le béton de la zone centrale — où il contribue peu à la résistance à la flexion — la production de noyaux creux utilise 30 à 45 % de béton en moins par mètre carré qu’une dalle pleine équivalente à même portée et capacité de charge. L'utilisation d'acier de précontrainte à haute résistance (1 860 MPa) au lieu d'acier doux conventionnel (500 MPa) signifie que le poids total de l'acier par unité de surface est également considérablement réduit : une dalle alvéolée ne peut utiliser que 2 à 4 kg/m² de torons de précontrainte, contre 8 à 15 kg/m² de barres d'armature dans une dalle renforcée conventionnelle conçue pour les mêmes performances.
Cette réduction de matière réduit directement le carbone incorporé à la structure du plancher. Les chiffres de l'industrie suggèrent qu'une dalle alvéolée typique de 265 mm contient un carbone incorporé d'environ 100 à 130 kg d'équivalent CO₂/m² , contre 160 à 200 kg CO₂e/m² pour une dalle plate solide in situ de capacité structurelle similaire.
Production en usine et réduction des déchets
La production en usine dans des conditions contrôlées minimise le gaspillage de matériaux dû aux commandes excessives, aux déversements et aux retouches. Les déchets de béton dans une usine de préfabrication bien gérée représentent généralement 1 à 3 % du volume de production, contre 5 à 10 % ou plus sur un site in situ conventionnel. L'utilisation d'aimants de coffrage et de coffrages en acier réutilisables réduit encore davantage les déchets de coffrage ; une forme en acier de haute qualité utilisée avec un ancrage magnétique peut être réutilisée pendant des milliers de cycles de production, tandis que le coffrage en bois sur un site in situ est généralement jeté après quelques utilisations.
Considérations relatives à la fin de vie
Unt end of life, hollow core concrete slabs can be broken down and recycled as aggregate for road sub-base, fill material, or — in more advanced recycling streams — reprocessed into concrete aggregate. The prestressing strand can be recovered and recycled as scrap steel. Neither process is perfect, and some embodied carbon is lost in demolition and transport, but the relative simplicity of the material composition (concrete plus steel) makes hollow core slabs more straightforward to recycle than composite systems involving multiple bonded materials.
Applications courantes et exemples de projets
Les dalles de béton alvéolées sont spécifiées pour un large éventail de types de bâtiments et d’applications d’infrastructure. Leur polyvalence découle de la large gamme de profondeurs disponibles, de la capacité à s'adapter aux pénétrations de service et aux fixations coulées (positionnées avec précision à l'aide d'ancrages magnétiques de coffrage pendant la production) et de leur compatibilité avec une variété de structures de support.
Bâtiments résidentiels à plusieurs étages
Dans la construction résidentielle, les dalles alvéolées de 200 à 265 mm s'étendant sur 5 à 9 m entre les murs porteurs ou les poutres sont une spécification standard aux Pays-Bas, en Scandinavie, en Europe centrale et au Royaume-Uni. Un immeuble d'appartements de 15 étages utilisant des planchers à âme creuse préfabriqués peut être étanche en 8 à 12 semaines à partir du rez-de-chaussée, contre 20 à 30 semaines pour une structure en béton équivalente coulée sur place. Le plan d'étage régulier des bâtiments résidentiels s'adapte particulièrement bien à la largeur uniforme et à la portée standard des unités à âme creuse.
Immeubles de bureaux commerciaux
Les immeubles de bureaux exigent des portées plus longues pour une flexibilité en espace ouvert, généralement de 9 à 14 m. Les dalles alvéolées profondes (320 à 400 mm) avec des niveaux de précontrainte élevés sont conçues pour supporter des charges imposées de 3,5 à 5,0 kN/m² sur ces portées sans poutres secondaires. Le soffite exposé des dalles alvéolées – intrinsèquement plat et lisse grâce au processus d'extrusion ou de coulée humide – est de plus en plus visible en tant qu'élément de conception, évitant ainsi le coût des plafonds suspendus et bénéficiant d'avantages en matière de masse thermique qui réduisent les charges de refroidissement maximales de 15 à 25 % dans les bâtiments bien conçus à ventilation naturelle ou à mode mixte.
Parkings
Les parkings à plusieurs étages sont l'un des environnements les plus exigeants pour le béton préfabriqué : des portées de 15 à 18 m sont courantes, les charges concentrées sur les roues peuvent atteindre 30 à 60 kN par essieu et la structure est exposée aux sels de déglaçage, aux cycles de gel-dégel et à l'humidité. Les dalles alvéolées utilisées dans les applications de parking sont généralement 400 à 500 mm de profondeur , produit avec des qualités de béton élevées (C50/60 ou supérieures) et de faibles rapports eau-ciment pour maximiser la durabilité. Les fines âmes entre les noyaux nécessitent une conception minutieuse du mélange de béton (taille maximale des granulats faible, maniabilité adéquate) et un compactage précis, facilités par l'environnement de production contrôlé et les systèmes de contrôle qualité de l'usine de préfabrication.
Bâtiments industriels et de stockage
Les entrepôts, les centres de distribution et les installations de fabrication utilisent des dalles alvéolées dans les mezzanines, les quais de chargement surélevés et les planchers soutenus par le sol sur des semelles sur pieux. Dans ces applications, la possibilité de préinstaller des douilles de levage moulées, des canaux d'ancrage pour les systèmes de rayonnages et des conduits électriques, tous positionnés à l'aide d'ancrages de coffrage magnétiques pendant la production de l'usine, réduit considérablement les coûts de fixation sur site et les risques liés au programme.
Contrôle de qualité et normes pour les dalles de béton à âme creuse
Les dalles en béton alvéolées produites en Europe doivent être conformes EN 1168:2005 A3:2011 — la norme de produit harmonisée pour les dalles alvéolées préfabriquées en béton. Cette norme spécifie les exigences de performance en matière de résistance structurelle, de résistance au feu, de substances dangereuses, de tolérances dimensionnelles et de performances acoustiques, ainsi que les exigences en matière de contrôle de production en usine, d'essais et de marquage CE.
Les tolérances dimensionnelles clés selon la norme EN 1168 comprennent :
- Longueur : ±20 mm pour dalles jusqu'à 6 m ; ±0,3% de la longueur pour les dalles de plus de 6 m
- Largeur : ±5 mm
- Profondeur : ±5 mm
- Rectitude : ≤L/600, maximum 20 mm
- Carré des extrémités : ≤10 mm
- Cambrure : 15/−5 mm pour dalles jusqu'à 12 m
Unchieving these tolerances consistently depends on the quality of the entire production chain — from mix design and concrete batching, through strand tensioning accuracy, to formwork setting and post-casting inspection. The use of shuttering magnets and related magnetic positioning systems contributes to dimensional accuracy by eliminating the positional drift that occurs with conventional bolted forms under vibration, and by enabling rapid, precise repositioning when setting layouts change.
Au-delà des tolérances dimensionnelles, la norme EN 1168 et les normes de conception Eurocodes correspondantes (EN 1992-1-1, EN 1992-1-2) exigent une vérification structurelle détaillée couvrant la flexion, le cisaillement, le poinçonnage, l'ancrage des extrémités et la résistance au feu. Le processus de conception d'un plancher alvéolé implique la détermination de la portée maximale pour la charge requise, la sélection de la profondeur de dalle et de la disposition des torons appropriées à partir des tableaux de charges du fabricant, la vérification de la longueur d'appui, la vérification de l'action du diaphragme du sol injecté et la coordination des pénétrations de service avec l'ingénieur en structure.
Comparaison des dalles creuses avec des systèmes de revêtement de sol alternatifs
Choisir entre des dalles en béton alvéolées et des systèmes de plancher concurrents nécessite de peser les performances structurelles, la rapidité du programme, le coût, la durabilité et les contraintes du site. Aucun système ne gagne à lui seul sur tous les critères, mais les dalles alvéolées présentent des avantages évidents dans des scénarios spécifiques.
| Critère | Dalle creuse | Dalle plate in situ | Plate-forme en acier composite | Dalle préfabriquée solide |
|---|---|---|---|---|
| Plage de portée typique | 6 à 20 m | 5 à 12 m | Poutres de 3 à 9 m (pont) | 3 à 7 m |
| Poids (soi) | Faible à moyen | Élevé | Faible à moyen | Élevé |
| Vitesse d'installation | Très rapide | Lent (coffrage, cure) | Rapide | Rapide |
| Résistance au feu (pas de protection supplémentaire) | REI 60-240 | REI 60-180 | Généralement REI 30–60 | REI 60-180 |
| Efficacité matérielle | Élevé | Faible | Moyen | Faible |
| Uncoustic performance | Bon (avec chape) | Bon | Passable (nécessite un traitement) | Bon |
| Intégration des services | Moyen (cores usable) | Élevé (flexible) | Élevé | Faible |
Les noyaux eux-mêmes offrent un avantage utile pour les services du bâtiment : dans certaines approches de conception, les vides longitudinaux sont utilisés comme conduits d'air pour le chauffage, le refroidissement ou la ventilation, faisant passer l'air conditionné à travers la dalle pour à la fois desservir l'espace occupé et utiliser la masse thermique du béton pour le revenu. Cette approche du système de bâtiment à activation thermique (TABS) a été mise en œuvre dans de nombreux projets de bureaux en Europe centrale, avec des réductions mesurables de la demande de pointe de refroidissement allant jusqu'à 30 à 40 % par rapport aux systèmes côté air conventionnels.
Considérations pratiques pour les prescripteurs et les entrepreneurs
La spécification ou l'achat de dalles en béton alvéolées nécessite un engagement avec le fabricant dès le début du processus de conception. Contrairement au béton coulé sur place, qui peut être ajusté sur place, les dalles alvéolées sont dimensionnellement fixées en usine. Les modifications après production — découpes, fixations supplémentaires, modifications de renforcement — sont techniquement possibles mais coûteuses et longues. Il est essentiel d’assurer le bon flux d’informations dès la phase de conception.
Informations requises au stade de la conception
- Charges structurelles : poids propre, morts superposés (chape, cloisons, finitions), imposés (catégorie d'occupation), et toutes charges concentrées provenant des installations, des stockages ou des fixations de bardage.
- Conditions de portée et d'appui claires sur chaque support, y compris les supports non parallèles ou la géométrie asymétrique
- Classe de résistance au feu requise pour la zone du sol
- Emplacement, taille et encadrement de toutes les pénétrations de service, y compris les manchons MEP, les tuyaux de drainage, les colonnes structurelles traversant le sol et les ouvertures de cage d'ascenseur
- Fixations coulées requises : canaux d'ancrage, douilles de levage, boulons d'arrimage, embouts de conduit, tous positionnés à l'aide d'ancrages de coffrage magnétiques et coulés pendant la production en usine.
- Uncoustic performance requirements, particularly for residential or mixed-use projects where impact and airborne sound must meet regulatory standards
- Limites de déflexion et attentes en matière de cambrure, en particulier lorsque des finitions fragiles (carreaux, terrazzo) seront appliquées directement sur la surface de la dalle
Coordination du site pour l'installation
Sur site, l'installation de dalles alvéolées nécessite la coordination de la capacité de la grue, des voies d'accès, du soutènement temporaire (si requis par la conception structurelle) et de l'ordre des coulis, des coulages de couverture et des détails de connexion structurelle. La capacité des grues est souvent la contrainte critique : une dalle alvéolée de 400 mm, longue de 12 m et large de 1,2 m, pèse environ 5 000 à 5 500 kg. Sur un site urbain contraint où la portée des grues réduit la capacité de levage, cela peut nécessiter de réduire la longueur des dalles ou de spécifier une unité plus légère — une décision qui se répercute sur la conception de la portée, de la charge et de la structure de support.
Le jointoiement des joints doit suivre précisément les spécifications du fabricant. L’utilisation d’un coulis trop humide produit un joint poreux et fragile, sujet aux fissures ; trop sec et il risque de ne pas remplir complètement le profil du joint conique, laissant des vides. Le jointoiement des joints sur de grandes surfaces de sol doit être planifié comme une opération continue, avec un personnel et une capacité de mélange adéquats pour éviter les joints froids au sein d'un seul passage de joint.
Vérifications post-installation
Unfter installation and grouting, the completed hollow core floor should be inspected for:
- Cambrure différentielle entre les unités adjacentes — acceptable dans une plage de ±5 mm sans couverture ; si elle est supérieure, une profondeur de chape supplémentaire peut être nécessaire pour obtenir une surface plane
- Complétude du coulis dans tous les joints longitudinaux et transversaux
- Adéquation des roulements d'extrémité sur tous les supports
- État des inserts coulés – tout insert endommagé ou mal positionné doit être signalé et réparé avant l'application de la garniture ou des finitions.
- Unbsence of handling damage: cracking at slab ends, spalling at bearing areas, or longitudinal cracking in the webs that may indicate transport or erection damage
Innovations dans la technologie des dalles creuses et les systèmes de coffrage magnétique
L’industrie du béton préfabriqué continue de développer à la fois les dalles alvéolées et les systèmes de production utilisés pour leur fabrication. Plusieurs domaines de développement actif méritent d’être notés pour ceux qui prennent des décisions d’investissement dans les infrastructures à long terme.
Béton à ultra haute performance dans la production de noyaux creux
Les recherches sur le béton à ultra hautes performances (BFUP) pour applications à noyau creux sont en cours dans plusieurs programmes de recherche européens et asiatiques. Les mélanges de BFUP avec des résistances à la compression de 150 à 200 MPa permettent de réduire davantage l'épaisseur des âmes, diminuant ainsi le poids propre tout en maintenant la capacité de cisaillement. Le défi de la production réside dans le fait que le BFUP n'est pas compatible avec les équipements d'extrusion standards — le renforcement des fibres et la viscosité du mélange nécessitent des méthodes de coulée modifiées — et le rôle de aimants de coffrage and precision magnetic formwork systems le positionnement des moules les plus fins et les plus précis devient encore plus critique.
Unutomation and Robotics in Formwork Setting
Plusieurs fabricants d'équipements de préfabrication proposent désormais des systèmes robotisés de réglage des coffrages qui lisent la disposition des éléments à partir d'un modèle BIM et positionnent automatiquement les coffrages latéraux, les butées et les inserts sur la surface de la palette. Ces systèmes utilisent généralement des robots à portique dotés de systèmes de vision pour prélever et placer les composants de coffrage, en utilisant aimants de coffrage comme mécanisme de fixation final, le robot positionne le formulaire et l'ancrage magnétique est activé pour le verrouiller en place. Les premiers utilisateurs de ces systèmes signalent une précision de réglage des moules de ± 1 à 2 mm et des temps de cycle bien inférieurs au réglage manuel, avec une qualité constante et une fatigue réduite de l'opérateur.
Intégration numérique et production intelligente
Les usines de préfabrication modernes intègrent de plus en plus la technologie du jumeau numérique (un modèle virtuel en temps réel de l'atelier de production) aux systèmes de contrôle qualité, de gestion des stocks et de logistique. Chaque élément se voit attribuer un code QR ou une étiquette RFID unique au point de production, reliant son enregistrement numérique au lot spécifique de béton, au lot de brins, aux positions des inserts fixés par aimant et aux résultats du contrôle dimensionnel. Cette traçabilité est de plus en plus exigée par les principaux entrepreneurs et les clients sur des projets complexes où une responsabilité structurelle sur la durée de vie nominale du bâtiment de 50 à 100 ans est requise.
La précision de la fixation magnétique des coffrages, associée aux contrôles qualité par scanner laser de l'élément fini avant expédition, fait partie de cette chaîne de qualité numérique. Une dalle qui réussit tous les contrôles dimensionnels, les enregistrements de résistance du béton et l'inspection visuelle est expédiée avec un enregistrement de production complet accessible par scan QR sur site, permettant à l'ingénieur en structure ou au propriétaire du bâtiment de vérifier la conformité sans s'appuyer uniquement sur des certificats papier.








