Que fait réellement la bordure chanfreinée et pourquoi le choix du matériau est important
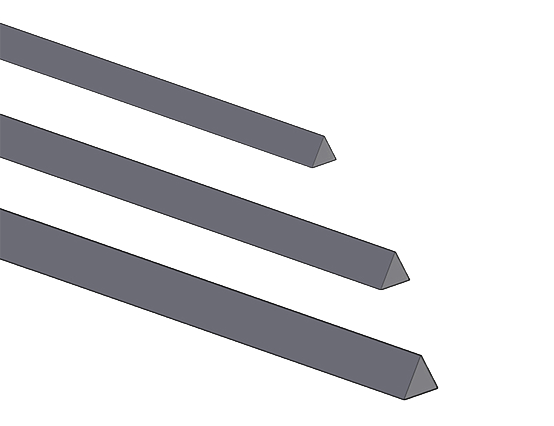
La bordure chanfreinée fait référence à une transition biseautée ou inclinée appliquée au bord d'une surface, d'un panneau, d'une dalle ou d'un profilé. Au lieu de laisser un coin brut de 90 degrés exposé, un chanfrein coupe ce coin selon un angle (généralement de 45 degrés), produisant une surface plus sûre au toucher, plus facile à nettoyer et plus résistante à l'écaillage ou au délaminage. Dans les travaux de construction, de fabrication et de finition, la différence entre un bord chanfreiné et un bord coupé au carré n’est pas seulement esthétique. Un chanfrein correctement exécuté peut prolonger la durée de vie d'une arête de 30 à 50 % dans des environnements à fort trafic en éliminant le point de concentration des contraintes créé par les coins carrés.
Le matériau utilisé pour produire ou protéger ce chanfrein détermine tout le reste : combien de temps il dure, comment il réagit aux chocs et à l'humidité, s'il peut être repositionné ou ajusté, et combien cela coûte sur tout le cycle de vie du projet. Les bandes chanfreinées rigides en aluminium ou en PVC dominent le marché depuis des décennies, mais Chanfrein magnétique en caoutchouc Les systèmes ont gagné en popularité dans le coffrage en béton, l'installation de carrelage et la finition architecturale, car ils résolvent des problèmes que les profilés rigides ne peuvent tout simplement pas résoudre, notamment l'adhérence sans fixations, la rétention de forme sous pression et le retrait sans effort sans endommager la surface.
Ce guide couvre les mécanismes derrière les bordures chanfreinées, les catégories de matériaux disponibles, leurs données de performances réelles et les scénarios spécifiques dans lesquels chaque option a du sens. Si vous spécifiez actuellement des bordures pour un projet, les conclusions se trouvent en haut de chaque section.
La géométrie d'un chanfrein : angles, profondeurs et compatibilité des surfaces
Tous les chanfreins ne sont pas identiques. L'angle et la profondeur du biseau interagissent directement avec le matériau du substrat, la charge que supportera le bord et la finition visuelle requise. Comprendre la géométrie avant de sélectionner un produit de bordure évite des retouches coûteuses.
Angles de chanfrein standard utilisés dans la pratique
- Chanfrein à 45 degrés : L'angle le plus courant dans la construction et la menuiserie. Il crée des faces biseautées de longueur égale et répartit les contraintes sur les bords de manière symétrique. Utilisé dans les coins de coffrage en béton, les nez de marche et les bords de panneaux.
- Chanfrein à 30 degrés : Produit un biseau plus long et moins profond – préféré lorsque l’esthétique exige une transition subtile plutôt qu’une face inclinée proéminente. Commun dans les armoires haut de gamme et le béton architectural.
- Chanfrein à 60 degrés : Une coupe plus raide qui enlève plus de matière. Utilisé lorsqu'un dégagement est nécessaire pour les composants mécaniques ou lorsqu'une ligne d'ombre plus profonde est l'intention de conception.
- Angles personnalisés (15 à 75 degrés) : Spécifié pour l'outillage industriel, les pièces usinées avec précision et les profils architecturaux spécialisés.
Profondeur de chanfrein et ses implications structurelles
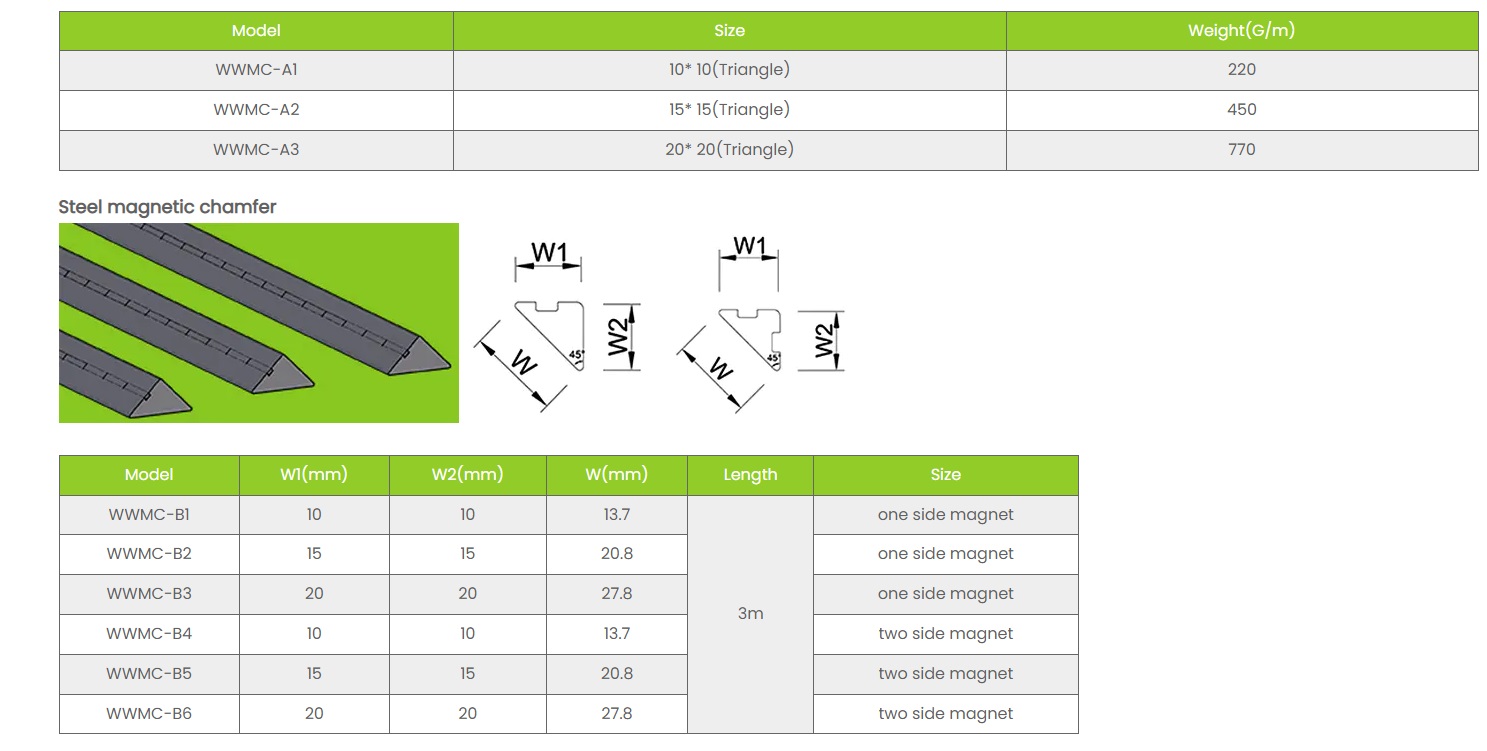
La profondeur est mesurée comme la distance entre le coin d'origine et le début de la face du chanfrein. Dans un coffrage à béton, un Bande de chanfrein de 10 mm × 10 mm (10 mm de profondeur, 10 mm de largeur) est une norme industrielle pour les coins de colonnes et les bords de dalles. Des chanfreins moins profonds de 5 mm × 5 mm apparaissent dans le béton architectural fin où un enlèvement de matière minimal est préféré. Des chanfreins plus profonds de 20 mm × 20 mm ou plus sont utilisés dans le génie civil lourd (culées de pont, murs de soutènement et poutres préfabriquées) où le chanfrein sert également à guider l'alignement du coffrage pendant l'assemblage.
Le substrat compte aussi. Le béton dans des proportions de mélange standard (résistance à la compression de 25 à 40 MPa) maintient un bord chanfreiné de manière fiable lorsque la bande de chanfrein est correctement scellée pendant le coulage. Les mélanges plus faibles en dessous de 20 MPa sont sujets à l'écaillage des bords même en présence d'un chanfrein, c'est pourquoi les prescripteurs combinent Chanfrein magnétique en caoutchouc les bandes avec des coulées dont la qualité est contrôlée signalent systématiquement moins de défauts après le décapage que celles utilisant du PVC rigide sur le même mélange.
Catégories de matériaux pour les bordures chanfreinées : une comparaison directe
Cinq catégories principales de matériaux couvrent la majorité des applications de chants chanfreinés dans la construction, la fabrication et la finition. Chacun a un profil de performance distinct.
| Matériel | Réutilisabilité | Méthode d'installation | Résistance à l'humidité | Qualité des bords | Coût typique par mètre |
|---|---|---|---|---|---|
| Chanfrein magnétique en caoutchouc | Élevé (50 à 100 cycles) | Adhésion magnétique sur coffrage en acier | Excellent | Très propre, peu de vides | 3 $ à 8 $ |
| PVC rigide | Faible (usage unique typique) | Cloué ou collé | Bon | Bon, nail holes visible | 0,80 $ à 2 $ |
| Aluminium | Moyen (5 à 15 cycles) | Vissé ou serré | Très bien | Bon, screw marks possible | 4 $ à 12 $ |
| Mousse/Polyuréthane | Faible (à usage unique) | Du ruban adhésif ou de la colle | Faible à modéré | Modéré, sujet aux déchirures | 0,50 $ à 1,50 $ |
| Bois/MDF | Très faible | Cloué | Pauvre | Risque variable de gonflement | 0,40 $ à 1,20 $ |
Les chiffres de coût par mètre ci-dessus reflètent uniquement le coût des matières premières. Lorsque le coût total du projet est calculé, y compris la main d'œuvre d'installation, le temps de décapage, l'élimination des déchets et la reprise des défauts de bord, Chanfrein magnétique en caoutchouc systems consistently show a lower total cost per use after the third or fourth reuse cycle . Sur les projets de béton préfabriqué à grande échelle comportant 500 mètres linéaires ou plus de bords chanfreinés par cycle de production, la différence peut atteindre 4 000 à 9 000 dollars en coûts de matériaux et de main d'œuvre évités par mois.
Chanfrein magnétique en caoutchouc: How It Works and Where It Excels
Une bande de chanfrein magnétique en caoutchouc est un produit composite : un corps en caoutchouc flexible (généralement en EPDM ou en néoprène) avec une bande de matériau à aimant permanent incorporée le long de sa base. L'aimant maintient fermement la bande contre un panneau de coffrage en acier ou en fer sans clous, vis, ruban adhésif ou pinces. Le corps en caoutchouc fléchit légèrement pour s'adapter aux irrégularités mineures de la surface du coffrage, éliminant ainsi les petits espaces à la base du chanfrein qui provoquent des saignements de béton et des vides de bord dans les installations en PVC rigide.
Pource de maintien magnétique et pourquoi c'est important dans la pratique
L'aimant intégré dans un standard Chanfrein magnétique en caoutchouc la bande produit une force de maintien dans la plage de 3 à 8 kg par décimètre linéaire , en fonction de la taille de la bande et de la qualité de l'aimant. Pour une bande de chanfrein typique de 10 mm × 10 mm, cela signifie qu'une longueur de 1 mètre exerce environ 30 à 50 kg d'adhérence magnétique totale contre la face du coffrage en acier. Les vibrations du béton lors de la mise en place génèrent des forces latérales bien inférieures à ce seuil dans les applications standards, de sorte que la bande reste stationnaire tout au long de la coulée sans aucune fixation supplémentaire.
Ceci est important car le mouvement d’une bande de chanfrein pendant la vibration est l’une des causes les plus courantes de défauts de bord dans le béton préfabriqué et coulé sur place. Même un décalage de 1 à 2 mm pendant la vibration crée une irrégularité visible dans le bord chanfreiné fini – un défaut qui nécessite un meulage ou un rapiéçage avant que l'élément puisse être accepté. Les rapports de terrain des fabricants de béton préfabriqué en Allemagne et aux Pays-Bas documentent une réduction de 60 à 75 % des taux de défauts de bord. après être passé du PVC cloué aux bandes chanfreinées en caoutchouc magnétique sur les tables de coffrage en acier.
Performance de décapage et qualité de surface
Une fois le béton durci et le coffrage retiré, le chanfrein magnétique en caoutchouc se décolle proprement du coffrage en acier et de la surface du béton. La flexibilité naturelle du caoutchouc lui permet de se détacher sans outils dans la plupart des cas : un travailleur saisit simplement une extrémité et décolle la bande sur toute sa longueur. Le bord chanfreiné dans le béton présente une surface lisse et bien définie qui ne nécessite aucune finition supplémentaire dans les applications architecturales.
Comparez cela avec les bandes de PVC clouées, qui doivent être retirées – un processus qui endommage fréquemment à la fois le PVC (le rendant non réutilisable) et le bord du béton (provoquant un écaillage mineur aux emplacements des trous de clous). Les bandes chanfreinées en bois sont souvent détruites lors du décapage et doivent être éliminées comme déchet. La bande de caoutchouc magnétique, une fois décollée, peut être essuyée et repositionnée immédiatement lors de la prochaine coulée.
Plage de température et performances environnementales
Les produits à chanfrein magnétique en caoutchouc à base d'EPDM maintiennent leur flexibilité et leurs performances magnétiques sur une plage de températures d'environ -30°C à 120°C . Cela les rend adaptés aux coulées hivernales extérieures dans les climats froids (où le PVC devient cassant et sujet à la fissuration lors de l'installation) ainsi qu'aux chambres de durcissement chauffées utilisées dans la production accélérée de préfabriqués. Les formulations en néoprène offrent une plage thermique légèrement inférieure mais une meilleure résistance aux huiles et à certains solvants, ce qui en fait la préférence dans les usines industrielles de préfabrication où des agents de démoulage contenant des solvants sont utilisés.
Applications où les bordures chanfreinées fournissent des résultats mesurables
Les bordures chanfreinées ne sont pas un produit à application unique. Le même principe – biseauter un coin pour éliminer un point de concentration de contraintes et améliorer la finition – s’applique à tous les secteurs allant du génie civil à la fabrication de meubles. Les applications suivantes représentent les cas d'utilisation les plus volumineux.
Éléments préfabriqués en béton
La fabrication de béton préfabriqué est la plus grande application de bordures chanfreinées au monde. Les panneaux muraux, les dalles de plancher, les poutres, les colonnes et les escaliers nécessitent tous des coins chanfreinés pour une manipulation sûre, un empilage propre et une esthétique finale. Un panneau mural préfabriqué standard mesurant 3 m × 6 m comporte environ 18 mètres linéaires de bords chanfreinés. Avec un rythme de production de 20 panneaux par jour, une seule usine parcourt quotidiennement 360 mètres de bande de chanfrein.
À ce volume, la réutilisabilité de Chanfrein magnétique en caoutchouc les bandes deviennent économiquement décisives. Une bande de caoutchouc magnétique de haute qualité conçue pour 80 cycles de production réduit la consommation de matières premières d'un facteur 80 par rapport aux alternatives à usage unique. Pour une usine traitant quotidiennement 360 mètres de chanfrein, le passage du PVC à usage unique aux bandes de chanfrein magnétiques en caoutchouc réutilisables peut réduire les dépenses annuelles en matériaux en produits de chanfrein en 18 000 $ à 45 000 $ selon la taille de la bande et le prix local des matériaux .
Béton architectural in situ
Le béton apparent dans les applications architecturales (façades, murs intérieurs, escaliers et éléments structurels sur mesure) exige une qualité de bord chanfreinée que la pratique standard sur site a du mal à obtenir de manière cohérente. Le PVC rigide cloué au coffrage en bois produit des chanfreins avec des ombres de trous de clous, une légère ondulation due à la courbure des planches et des lignes de fond perdu occasionnelles à la base de la bande. Les bandes de chanfreinage magnétiques en caoutchouc sur les panneaux de support en acier éliminent les trois défauts en s'adaptant précisément à la surface du coffrage et en scellant contre celle-ci sans attaches mécaniques.
Les spécifications du béton architectural en Europe citent de plus en plus SCC (béton auto-compactant) placé à un écoulement d'affaissement de 200 à 250 mm , un mélange qui exerce une pression latérale plus élevée sur le coffrage et est plus sensible aux éventuels écarts à la base des bandes de chanfrein. Les bandes de chanfrein magnétique en caoutchouc surpassent les alternatives rigides à ces consistances de mélange, car la base en caoutchouc flexible se scelle sous la pression hydrostatique accrue plutôt que de s'en éloigner.
Pose de carrelage et de pierre
Dans les travaux de carrelage et de pierre, les bordures chanfreinées font référence à des bandes de garniture profilées en aluminium ou en acier inoxydable installées sur les périmètres des carreaux, les nez de marche et les transitions entre les matériaux de sol. Ces bandes protègent le bord des carreaux de l'écaillage, un mode de défaillance particulièrement courant dans les carreaux de porcelaine, qui sont très cassants aux coins exposés. Un profil de bordure de carrelage chanfreiné avec une face à 45 degrés absorbe l'impact latéral et le répartit sur le lit de mortier plutôt que de le concentrer au coin du carrelage.
Les chants chanfreinés en acier inoxydable dans les environnements commerciaux (aéroports, hôpitaux, commerces de détail) sont conçus pour des charges piétonnes supérieures à 500 kg/m² sans déformation. Les profilés en aluminium utilisés dans les environnements résidentiels supportent les charges standard de manière adéquate à moindre coût. Le choix entre les finitions usinées, brossées et anodisées affecte à la fois la durabilité et la fréquence d'entretien : l'acier inoxydable brossé dissimule les rayures mineures et constitue la spécification dominante pour les espaces publics à fort trafic.
Produits de menuiserie et de panneaux
Dans la fabrication de meubles et la menuiserie, les bordures chanfreinées sont appliquées sur les panneaux MDF, contreplaqué et bois massif à l'aide de fraises ou de machines de placage de chants dédiées. Un chanfrein de 2 mm × 45 degrés sur les bords des portes d'armoires est un détail standard qui donne aux meubles de qualité production un aspect plus raffiné sans ajouter de coûts importants. Dans la production en grand volume, le chanfreinage automatisé des bords produit des résultats cohérents à des vitesses de 20 à 40 mètres par minute sur les lignes modernes de placage de chants CNC.
Les chanfreins en bois massif sur les pieds de meubles, les dessus de table et les cadres de porte sont généralement coupés avec une mèche à chanfrein dans une table de toupie ou un gabarit de scie à table. L’avantage fonctionnel – éliminer les arêtes vives qui autrement s’ébrècheraient ou se briserait – est secondaire par rapport à l’avantage visuel d’un détail de bord raffiné et délibéré qui se lit comme un savoir-faire plutôt que comme une opportunité.
Meilleures pratiques d'installation pour les bordures chanfreinées dans les coffrages en béton
La qualité de l'installation détermine la qualité des bords. Les pratiques suivantes s'appliquent aux bordures chanfreinées dans les applications en béton – le contexte le plus exigeant en termes d'exigences de précision, de pression et de finition de surface.
Préparation de la surface avant la mise en place des bandes
Les panneaux de coffrage en acier doivent être propres, plats et légèrement huilés avec un agent de démoulage approprié avant de placer une bande de chanfrein. Les résidus de béton des coulées précédentes laissés sur la surface du panneau créent des points saillants qui empêchent la bande de chanfrein de s'aligner - la cause première des lignes de fond perdu et des vides de bord mentionnés précédemment. Pour Chanfrein magnétique en caoutchouc bandes, la force de maintien magnétique est réduite proportionnellement à tout espace entre la base magnétique de la bande et le panneau en acier, de sorte que la propreté de la surface affecte directement à la fois la sécurité de maintien et la qualité des bords produits.
Un protocole de nettoyage pratique pour les tables de coffrage en acier : brosser métallique tout résidu de béton immédiatement après le décapage (avant qu'il ne durcisse complètement), essuyer avec un chiffon humide, appliquer une fine couche d'agent démoulant et laisser sécher avant la prochaine pose de la bande. Cela ajoute environ 5 à 8 minutes par panneau au cycle, mais réduit considérablement les taux de défauts de bord.
Positionnement et alignement
Les bandes de chanfrein doivent être positionnées avec leur sommet (le coin le plus extérieur du profil de chanfrein) aligné précisément avec la ligne de coin prévue de l'élément en béton fini. Pour les bandes de caoutchouc magnétiques sur les coffrages en acier, cet alignement est maintenu par l'aimant : une fois placée, la bande ne glisse pas à moins d'être délibérément déplacée. Pour les bandes clouées, l'alignement doit être vérifié avec une règle droite après le clouage, car les forces de clouage peuvent légèrement déplacer la bande de sa position prévue.
Au niveau des joints entre les longueurs de bandes de chanfrein – là où une bande se termine et où commence la suivante – les extrémités doivent être coupées proprement à 90 degrés et serrées bout à bout. Un espace de 1 à 2 mm au niveau d'un joint de bande produira à ce stade une ailette en béton, nécessitant un meulage après le décapage. Sur de longues longueurs dépassant 3 mètres, une légère dilatation thermique des bandes pendant le durcissement peut légèrement ouvrir les joints bout à bout ; la spécification de bandes avec des profils d'extrémité ajustés par compression ou l'utilisation de fines billes de silicone au niveau des joints empêche cela.
Protocoles de mise en place du béton et de vibration
Les vibrations internes ne doivent pas être appliquées directement contre ou immédiatement à côté des bandes de chanfrein. La tête du vibrateur doit être insérée à au moins 150 mm de toute bande et déplacée selon un quadrillage systématique à travers la zone de coulée. Les vibrations excessives à proximité des bandes de chanfrein (en particulier des bandes de caoutchouc flexibles) peuvent provoquer le décollement local de la bande de la face de forme si la fréquence de vibration entre en résonance avec la masse de la bande et la force de maintien de l'aimant.
For Chanfrein magnétique en caoutchouc bandes, il a été démontré lors de tests contrôlés que les vibrations à des fréquences standard (50-200 Hz) à moins de 150 mm de la bande ne produisent aucun déplacement mesurable à condition que la force de maintien magnétique soit conforme aux spécifications du fabricant. L'utilisation de bandes sous-dimensionnées sur une dimension de face de coffrage donnée (par exemple, une bande de 5 mm × 5 mm sur une coulée devant atteindre 1,5 m de profondeur) réduit la force de maintien par unité de surface et augmente le risque de déplacement lors des vibrations.
Séquence de décapage et récupération de bandes
Le coffrage ne doit pas être retiré tant que le béton n'a pas atteint une résistance suffisante pour résister aux dommages aux bords - généralement au moins 70 % de la résistance de conception, ce qui à des températures standard (20 °C) correspond à environ 18 à 24 heures pour les mélanges standards. Un décapage précoce à des résistances inférieures produit des bords chanfreinés qui s'effritent ou s'écaillent, annulant ainsi l'objectif même du chanfrein.
Lors du dénudage de bandes de chanfrein magnétiques en caoutchouc, la technique correcte consiste à commencer par une extrémité, à saisir fermement la bande et à la décoller selon un angle aigu (environ 30 à 45 degrés) par rapport à la face du coffrage. Tirer à 90 degrés (directement depuis le visage) place l'aimant dans son orientation la plus forte et nécessite plus de force que nécessaire. Le pelage en biais rompt progressivement le contact magnétique et nécessite beaucoup moins d'effort. Après récupération, les bandes doivent être inspectées pour déceler toute déchirure, déformation ou adhérence du béton, nettoyées et stockées à plat pour éviter une flexion permanente.
Sélection du bon produit de bordure chanfreinée : critères de décision
Le choix d’un produit de bordure chanfreinée implique de peser simultanément plusieurs facteurs. Le cadre suivant couvre les critères les plus importants dans la pratique.
Compatibilité des types de coffrage
Chanfrein magnétique en caoutchouc les bandes ne conviennent que lorsque la face du coffrage est ferromagnétique – généralement en acier de construction ou en fer. Ils n'adhèrent pas aux coffrages en aluminium, aux coffrages en bois ou aux panneaux FRP (plastique renforcé de fibres). Si votre système de coffrage est à base d'aluminium ou de bois, des bandes chanfreinées rigides en PVC ou en aluminium fixées mécaniquement sont le choix approprié. Si votre exploitation utilise des tables de coffrage en acier (comme c'est la norme dans les usines européennes de préfabrication), le caoutchouc magnétique est presque toujours l'option supérieure.
Volume et fréquence de réutilisation
Si un projet implique moins de cinq utilisations d’un chanfrein donné – une pièce architecturale unique ou une petite coulée résidentielle – le coût initial plus élevé des bandes de caoutchouc magnétiques peut ne pas être justifié. Le PVC à usage unique, entre 0,80 et 2,00 dollars le mètre, est économiquement rationnel pour de faibles volumes. Après six réutilisations ou plus, l’économie s’oriente de manière décisive vers le caoutchouc magnétique, qui amortit son coût initial plus élevé tout au long des cycles d’utilisation.
Exigences de finition de surface
Pour le béton de classe A ou de finition architecturale — où le bord chanfreiné sera exposé en permanence dans la structure finie — la qualité de bord supplémentaire fournie par les bandes de chanfreinage magnétiques en caoutchouc justifie leur utilisation même à des volumes de réutilisation inférieurs. La réparation des défauts sur le béton architectural coûte entre 50 et 200 $ par mètre carré en main-d'œuvre et en matériaux qualifiés ; prévenir même un petit nombre de défauts de bord par cycle de coulée rapporte rapidement le produit haut de gamme.
Considérations environnementales et de sécurité
Les bandes chanfreinées en PVC à usage unique représentent un flux de déchets de matériaux difficiles et coûteux à recycler – la plupart finissent dans les décharges. Sur une grande opération de préfabrication consommant 500 mètres de bande de chanfrein en PVC par jour, la production annuelle de déchets plastiques atteint environ 180 kilomètres de bande, soit environ 900 kg de PVC . Le passage à des bandes de chanfrein magnétiques en caoutchouc réutilisables élimine presque entièrement ce flux de déchets, un avantage qui pèse de plus en plus dans les projets de construction écologiques où la déclaration des déchets de matériaux est obligatoire.
Défaillances courantes des bordures chanfreinées et comment les éviter
La plupart des ruptures de bords chanfreinés appartiennent à un petit nombre de catégories identifiables. Comprendre la cause profonde de chaque panne mène directement à la mesure préventive.
- Lignes de fond perdu à la base du chanfrein : Causé par un écart entre la bande et la face du coffrage. Prévention : assurez-vous que la surface du coffrage est propre et plane ; utiliser des bandes de caoutchouc flexibles qui s'adaptent aux irrégularités mineures de la surface ; appliquer un agent de démoulage avant de placer la bandelette.
- Écaillage des bords lors du décapage : Causé par le décapage avant une résistance adéquate du béton ou par l'utilisation d'outils indiscrets directement contre le bord du béton. Prévention : vérifier la résistance minimale avant le décapage ; utilisez un mouvement de pelage pour les bandes de caoutchouc plutôt que de faire levier.
- Ailettes en béton aux joints de bandes : Causé par les espaces entre les extrémités des bandes aboutées. Prévention : couper proprement les extrémités des bandes à 90 degrés ; utiliser des profilés d'extrémité à ajustement par compression ou sceller les joints avec un mince cordon de silicone.
- Déplacement de la bande pendant la vibration : Causé par un placement du vibrateur trop près de la bande ou par des bandes sous-dimensionnées avec une force de maintien insuffisante. Prévention : maintenir une distance minimale de 150 mm par rapport à la bande ; Vérifiez que les spécifications de la force de maintien magnétique correspondent à la profondeur de coulée et à la pression du béton.
- Ondulation du bord chanfreiné fini : Causé par la déformation des panneaux de coffrage sous la pression du béton, par la déformation des bandes ou par les forces de clouage déplaçant les bandes rigides pendant l'installation. Prévention : utiliser des coffrages suffisamment raidis ; passez à la fixation magnétique pour éliminer la distorsion du clouage.
- Déchirure de la bande de caoutchouc lors de la récupération : Causé par une traction à 90 degrés sur la face de coffrage, par la liaison du béton à la surface de la bande (généralement en raison d'une défaillance de l'agent de démoulage) ou par l'utilisation d'une bande usée qui a perdu sa flexibilité. Prévention : peler à 30-45 degrés ; inspecter et remplacer le protocole d'application de l'agent de démoulage ; retirer les bandes présentant des fissures superficielles ou une perte de flexibilité.
Maintenance et gestion du cycle de vie des bandes de chanfrein réutilisables
Les bandes de chanfrein magnétiques en caoutchouc, comme tout produit industriel réutilisable, nécessitent une routine de maintenance et d'inspection de base pour atteindre le nombre nominal de cycles de réutilisation. Les opérateurs qui mettent en œuvre cette routine signalent systématiquement des durées de vie des bandes égales ou supérieures aux spécifications du fabricant. Ceux qui ne le font pas – considérant généralement les bandelettes comme jetables même lorsqu’elles ne le sont pas – voient des échecs prématurés qui érodent les avantages économiques de la réutilisabilité.
Après chaque utilisation
- Essuyer la bande avec un chiffon humide pour éliminer tous les résidus de béton alors qu'elle est encore molle (dans les 30 minutes suivant le décapage).
- Inspectez le corps en caoutchouc pour détecter toute déchirure, coupure ou déformation le long du profil. Les bandes présentant des déchirures de plus de 10 mm doivent être mises hors service pour empêcher le béton de pénétrer à travers la zone endommagée.
- Vérifiez les extrémités de la bande pour déceler toute déformation par compression au niveau des points de jonction. Coupez proprement les extrémités endommagées si la déformation est localisée à moins de 20 mm de l’extrémité.
- Stockez les bandes à plat ou en bobines (avec un rayon ne dépassant pas 300 mm pour les profils de 10 mm × 10 mm) dans un environnement sec, à l'abri de la lumière directe du soleil et des sources d'ozone (moteurs électriques, équipement de soudage).
Inspection périodique (tous les 10 à 20 cycles)
Mesurez la force de maintien magnétique à l’aide d’une simple jauge d’extraction. Une bande qui indique moins de 60 % de sa force de maintien spécifiée d'origine doit être retirée : soit l'aimant s'est démagnétisé (rare dans les produits bien spécifiés), soit le corps en caoutchouc s'est suffisamment déformé pour réduire la zone de contact avec la forme en acier. Vérifiez qualitativement la dureté de la surface du caoutchouc en appuyant avec l'ongle du pouce : la surface doit s'enfoncer et récupérer immédiatement. Une surface en caoutchouc qui reste en retrait pendant plus de 2 à 3 secondes a durci au-delà de sa plage utile et ne s'adaptera plus correctement à la face du coffrage.
Pour les grandes opérations parcourant des milliers de mètres de Chanfrein magnétique en caoutchouc bande, un système de suivi simple — marquant chaque bande avec un nombre de cycles de production à l'aide d'un marqueur de peinture — permet aux opérateurs d'identifier les bandes à cycle élevé avant qu'elles ne tombent en panne en service. Cela évite le mode de défaillance le plus coûteux : une défaillance de la bande en cours de production, ce qui nécessite un décapage d'urgence, une réparation et potentiellement le rejet de l'élément en béton.